Ливарне виробництво , одна з галузей промисловості, продукцією якої є відливання, отримувані в ливарних формах при заповненні їх рідким сплавом. Річний обсяг виробництва відливань в світі перевищує 80 млн. т, з яких близько 25% доводиться на СРСР (1972). Методами литва виготовляється в середньому близько 40% (по масі) заготовок деталей машин, а в деяких галузях машинобудування, наприклад у верстатобудуванні, доля литих виробів складає 80%. Зі всіх вироблюваних литих заготовок машинобудування споживає приблизно 70%, металургійна промисловість — 20%, виробництво санітарно-технічного устаткування — 10%. Литі деталі використовують в металообробних верстатах, двигунах внутрішнього згорання, компресорах, насосах, електродвигунах, парових і гідравлічних турбінах, прокатних станах, з.-х.(сільськогосподарський) машинах автомобілях, тракторах, локомотивах, вагонах. Значний об'єм литих виробів, особливо з кольорових сплавів, споживають авіація, оборонна промисловість, приладобудування. Л. п. поставляє також водопровідні і каналізаційні труби, ванни, радіатори, опалювальні казани, пічну арматуру і ін. Широке вживання відливань пояснюється тим, що їх форму легко наблизити до конфігурації готових виробів, чим форму заготовок, вироблюваних ін. способами, наприклад ковкою. Литвом можна отримати заготовки різної складності з невеликими пріпуськамі, що зменшує витрату металу, скорочує витрати на механічну обробку і, кінець кінцем, знижує собівартість виробів. Литвом можуть бути виготовлені вироби практично будь-якої маси — від декількох г до сотень т, із стінками завтовшки від десятих доль мм до декількох м. Основні сплави, з яких виготовляють відливання: сірий, ковкий і легований чавун (до 75% всіх відливок по масі), вуглецеві і леговані стали (понад 20%) і кольорові сплави (мідні, алюмінієві, цинкові і магнієві). Сфера застосування литих деталей безперервно розширюється.
Історична довідка. Виробництво литих виробів відоме з глибокої старовини (2—1-і тисячоліття до н.е.(наша ера)): у Китаї, Індії, Вавілоні, Єгипті, Греції, Римі відливали предмети озброєння, релігійного культу мистецтва, домашнього ужитку. У 13—14 вв.(століття) Візантія, Венеція, Генуя, флоренція славилися своїми литими виробами. У російській державі в 14—15 вв.(століття) відлилися бронзові і чавунні гармати, ядра і дзвони (на Уралі). У 1479 побудована в Москві «гарматна хата» — перший ливарний завод. У царювання Івана IV створені ливарні заводи в Тулі, Кашире і ін. містах. У 1586 А. Чохов відлив «Цар-гармату» (близько 40 т). При Петре I виготовлення відливань збільшилося, були створені ливарні заводи на Уралі, Півдні і Севере держави. У 17 ст чавунні відливання експортувалися за кордон. У Росії створені чудові зразки ливарного мистецтва: у 1735 «Цар» (понад 200 т) І. Ф. і М. І. Маторінимі, в 1782 пам'ятник Петру I «Мідний вершник» (22 т ) Е. Фальконе, в 1816 пам'ятник К. Мініну і Д. М. Пожарському Ст П. Екимовим, в 1850 скульптурних груп Анічкова моста в Петербурзі П. До. Клодтом і ін. Одне з найкрупніших відливань в світі — шабот (нижня частина, що сприймає удар) парового молота (650 т ) виготовлена в 1873 на Пермському заводі. Відомо майстерність ливарників старих російських заводів — Каслінського, Путіловського, Сормовського, Коломенського і ін.
Перші спроби наукового обгрунтування деяких процесів литва зробили в своїх роботах Р. Реомюр, М. Ст Ломоносов і ін. учені. Проте до 19 ст при литві використовували раніше накопичений багатовіковий досвід майстрів. Лише на початку 19 ст були закладені теоретичні основи ливарної технології, були застосовані наукові методи у вирішенні конкретних виробничих завдань. Труди Д. Бернуллі, Л. Ейлера, М. В. Ломоносова послужили міцною базою для розробки і вдосконалення ливарної технології. У роботах росіян учених П. П. Аносова, Н. В. Калакуцкого і А. С. Лаврова були вперше науково пояснені процеси кристалізації, виникнення ліквації і внутрішньої напруги у відливаннях, намічені дороги до підвищення якості відливань. У 1868 Д. До. Чернов відкрив критичні точки металів. Його праці продовжили А. А. Байков, А. М. Бочвар, Ст Е. Грум-Гржімайло, пізніше Н. С. Курнаков і ін. росіяни учені. Велике значення для розвитку Л. п. мали роботи Д. І. Менделєєва .
В роки Радянської влади Л. п. розвивалося прискореними темпами: у 1922 вперше налагоджено виробництво відливань з алюмінієвих сплавів, в 1929 — з магнієвих; з 1926 вироблялася реконструкція існуючих ливарних цехів і будівництво нових. Будувалися і вводилися в експлуатацію ливарні цехи з високою мірою механізації, з випуском відливань до 100 тис. т і більш в рік. Одночасно з переозброєнням і механізацією Л. п. в СРСР проводилося впровадження нової техніки, створювалися основи теорії робочих процесів і методи розрахунків ливарного устаткування. У 20-і рр. почала формуватися радянська наукова школа, засновниками якої є Н. П. Аксенов Н. Н. Рубців, Л. І. Фанталов, Ю. А. Нехендзі і ін.
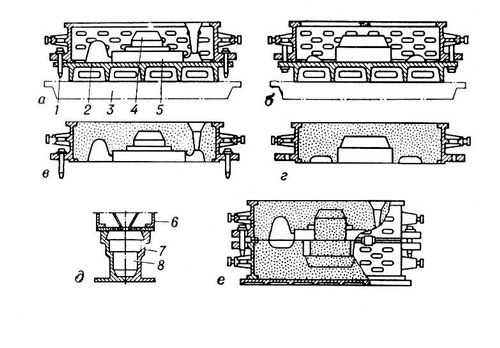
Технологія ливарного виробництва. Процес Л. п. багатообразний і підрозділяється: за способом заповнення форм — на звичайне литво, литво відцентрове, литво під тиском ; за способом виготовлення ливарних форм — на литво в разові форми (службовці лише для здобуття одного відливання), литво в багато разів використовувані керамічні або глиняно-піщані форми, називається напівпостійними (такі форми з ремонтом витримують до 150 заливок), і литво в багато разів використовувані, так звані постійні металеві форми, наприклад кокілі, які витримують до декількох тис. заливок (див. Литво в кокіль ) . При виробництві заготовок литвом використовують разові піщані, оболонкові самотвердеющие форми. Разові форми виготовляють за допомогою модельного комплекту і опоки ( мал. 1 ). Модельний комплект складається з власне ливарній моделі, призначеною для здобуття в ливарній формі порожнини майбутнього відливання, і стрижньового ящика для здобуття ливарних стрижнів, що оформляють внутрішні або складні зовнішні частини відливань. Моделі укріплюють на модельних плитах, на яких встановлюють опоки, що заповнюються формувальною сумішшю. Заформованную нижню опоку знімають з модельної плити, перевертають на 180° і в порожнину форми вставляють стрижень. Потім збирають (спарюють) верхню і нижню опоки, скріпляють їх і заливають рідкий сплав. Після твердіння і охолоджування відливку разом з системою ливника витягують (вибивають) з опоки, відокремлюють систему ливника і очищають відливання — виходить лита заготівка.
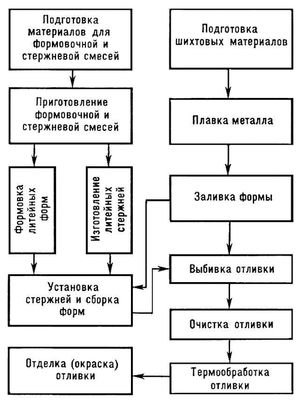
Найбільш поширене в промисловості виробництво відливань в разових піщаних формах. Цей спосіб застосовується для виготовлення з різних сплавів заготовок будь-яких розмірів і конфігурації. Технологічний процес литва в піщані форми ( мал. 2 ) складається з ряду послідовних операцій: підготовка матеріалів, приготування формувальних і стрижньових сумішей, виготовлення форм і стрижнів, простановка стрижнів і збірка форм, плавка металу і заливка його у форми, охолоджування металу і вибівка готового відливання, очищення відливання, термообробка і обробка.
Матеріали, вживані для виготовлення разових ливарних форм і стрижнів, діляться на початкових формувальні матеріали і формувальні суміші; їх маса рівна в середньому 5—6 т на 1 т придатних відливань в рік. При виготовленні формувальної суміші використовують відпрацьовану формувальну суміш, вибиту з опок, свіжі піщано-глинисті або бентонітовиє матеріали, добавки, поліпшуючі властивості суміші, і воду. У стрижньову суміш зазвичай входять кварцевий пісок, єднальні матеріали (масло, смола і ін.) і добавки. Приготування суміші виробляють в певній послідовності на смесепріготовітельном устаткуванні ; ситах, сушилах, дробарках, млинах, магнітних сепараторах, змішувачах і тому подібне
Форми і стрижні виготовляють на спеціальному формувальному устаткуванні і верстатах. Насипана в опоки суміш ущільнюється струшуванням, пресуванням або спільно тим і ін. способом. Крупні форми заповнюють за допомогою песькометов, рідше для виготовлення форм використовують песькодувниє і песькострельниє машини. Форми в опоках, заформованниє в стрижньових ящиках стрижні піддаються тепловій сушці або хімічному твердненню, наприклад при литво в самотвердеющие форми . Теплову сушку здійснюють в ливарних сушилах, а сушку стрижнів виробляють також в нагрітому стрижньовому ящику. Збірка форм складається з наступних операцій: установка стрижнів, з'єднання половин форм, закріплення форм скобами або вантажами, що встановлюються на верхню форму і запобігають їх розкриттю при заливці сплавом. Інколи на форму встановлюють чашу ливника, виготовлену із стрижньової або формувальної суміші.
Плавлять метал залежно від вигляду сплаву в печах різного типа і продуктивності (див. Плавильне устаткування ) . найчастіше ливарний чавун виплавляють в вагранках, застосовують також електричні плавильні печі (тиглі, електродуги, індукційні, канального типа і ін.). Здобуття деяких сплавів з чорних металів, наприклад білого чавуну, ведуть послідовно в двох печах, наприклад у вагранці і електропечі (т.з. дуплекс-процес). Заливку форм сплавом здійснюють із заливальних ковшів, в які періодично поступає сплав з плавильного агрегату. Затверділі відливання зазвичай вибивають на вібраційних гратах або коромислах. При цьому суміш пробуджується через грати і поступає в смесепріготовітельноє відділення на переробку, а відливання — в очисне відділення. При очищенні відливань з них видаляють суміш, що пригоріла, відбивають (відрізують) елементи системи ливника і зачищають затоки сплаву і залишки ливників. Ці операції проводять в галтувальних барабанах, дробеструйних і дробеметних установках. Крупні відливання очищають гідравлічним способом в спеціальних камерах. Обрубування і зачистку відливання здійснюють пневматичними зубилами і абразивним інструментом. Відливання з кольорових металів обробляють на металоріжучих верстатах.
Для набуття необхідних механічних властивостей більшість відливань із сталі, ковкого чавуну, кольорових сплавів піддають термічною обробці . Після контролю якості литва і виправлення дефектів відливання забарвлюють і передають на склад готової продукції.
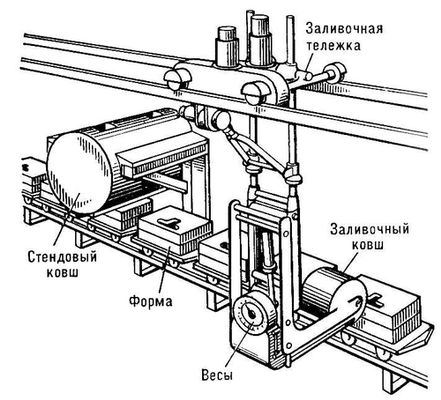
Механізація і автоматизація ливарного виробництва. Більшість технологічних операцій в Л. п. дуже трудомістко, протікає при високій температурі з виділенням газів і кварцесодержащей пилу. Для зменшення трудомісткості і створення нормальних санітарно-гігієнічних умов праці в ливарних цехах застосовують різні засоби механізації і автоматизації технологічних процесів і транспортних операцій. Впровадження механізації в Л. п. відноситься до середини 20 ст Тоді для приготування формувальних матеріалів почали використовувати бігуни, сита, розпушувачі, а для очищення відливань — піскоструминні апарати. Були створені прості формувальні машини з ручним набиванням форм, пізніше стали застосовувати гідравлічні преси. У 20-х рр. з'явилися і швидко поширилися пневматичні струшуючі формувальні машини. На кожній технологічній операції прагнули замінити ручну працю машинним: удосконалювалися устаткування для виготовлення форм і стрижнів, пристрої для вибівки і очищення відливань, механізувалося транспортування матеріалів і готових відливань, були упроваджені конвеєри, розроблені методи потокового виробництва. Подальше зростання механізації Л. п. виражається в створенні нових вдосконалених машин ливарних автоматів і автоматичних ливарних ліній, в організації комплексно-автоматизованих ділянок і цехів. Найбільш трудомісткі операції при виробництві відливань — формування, виготовлення стрижнів і очищення готових відливань. На цих ділянках ливарних цехів найбільшою мірою механізовані і частково автоматизовані технологічні операції. Особливо ефективне впровадження в Л. п. комплексної механізації і автоматизації. Перспективними є автоматичні лінії формування, збірки і заливки форм сплавом з охолоджуванням відливань і їх вибівкой. Наприклад, на лінії системи Бюрер — Фішер (Швейцарія) ( мал. 3 ) виготовлення форм, заливка їх сплавом і вибівка відливань з форм автоматизовані. Успішно працює установка для автоматичної заливки форм сплавом на безперервно рухомому конвеєрі ( мал. 4 ). Маса рідкого сплаву для заповнення форм контролюється електронним апаратом, що враховує металоємність певної форми. Установка забезпечена автоматичною смесепріготовітельной системою, контроль якості формувальної суміші і регулювання смесепріготовленія здійснюються автоматичним пристроєм (системи «Молдабіліті-контроллер», Швейцарія).
Для фінішних операцій (очищення і зачистки відливань) застосовують прохідні барабани безперервної дії з дробеметнимі апаратами. Крупні відливання очищають в камерах безперервної дії, уподовж яких відливання пересуваються на замкнутому транспортері. Створені автоматичні очисні камери для відливань, що мають складні порожнини. Наприклад, фірмою «Омко-Нангборн» (США — Японія) розроблена камера типа «Робот». Кожна така камера є незалежним механізмом для транспортування відливок, який працює автоматично, виконуючи команди, що поступають від так званих модулів управління, розставлених на монорельсовій транспортній системі. У зоні очищення по заздалегідь заданій програмі з оптимальною швидкістю обертається підвіска, на яку автоматично навішується відливання. Двері камери відкриваються і закриваються автоматично.
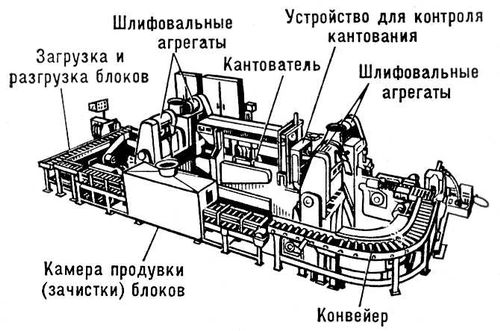
При масовому виробництві попередня (чорнова) зачистка відливань (обдирання) здійснюється в ливарних цехах. Під час цієї операції також готуються бази для механічної обробки відливань на автоматичних лініях в механічних цехах. Завершальні операції можуть вироблятися і на автоматичних лініях. На мал. 5 показана автоматична лінія японської фірми «Норітаке» для зачистки блоків циліндрів автомобіля. Така лінія дозволяє обробити 120 блоків за 1 ч.
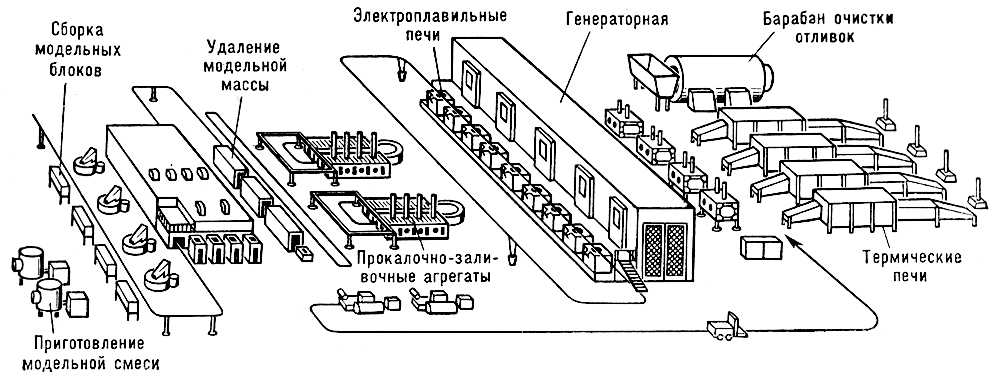
Можливості механізації і автоматизації Л. п. особливо зросли після розробки принципово нових технологічних процесів литва, наприклад виготовлення оболонкових форм, або Кронінг-процес (40-і рр., ФРН(Федеральна Республіка Німеччини)), виготовлення стрижнів затвердінням в холодних стрижньових ящиках (50-і рр., Великобританія), виготовлення стрижнів із затвердінням їх в гарячих стрижньових ящиках (60-і рр., Франція). Ще в 40-і рр. в промисловості почали застосовувати метод виготовлення відливань високої точності по моделях, що виплавлялися. За відносно короткий термін всі технологічні операції процесу були механізовані. У СРСР створено комплексно-автоматизоване виробництво литва по моделях, що виплавляються, з випуском 2500 т дрібних відливань в рік ( мал. 6 ).
Літ.: Нехендзі Ю. А., Сталеве литво, М., 1948; Гиршовіч Н. Р., Чавунне литво, Л. — М., 1949; Фанталов Л. І., Основи проектування ливарних цехів, М., 1953; Рубців Н. Н., Спеціальні види литва, М., 1955; його ж, Історія літейного виробництва до СРСР, 2 видавництва, ч. 1, М., 1962; Аксенов П. Н., Технологія ливарного виробництва, М., 1957; його ж, Устаткування ливарних цехів, М., 1968.