Вагранка, шахтна піч для плавки чавуну в ливарному виробництві. До 2-ої половини 18 ст метал для чавуноливарного виробництва отримували безпосередньо з руди в доменних печах. Пізніше в невеликих доменних печах стали переплавляти ливарний чавун і лом. Ці печі і з'явилися прототипом сучасної В. Появленіє Ст поклало початок незалежному від доменних печей існуванню чавуноливарного виробництва. Сучасна Ст — шахта у вигляді вертикального сталевого циліндра з товщиною стінок 6—10 мм , футерованого зсередини вогнетривкою цеглиною і встановленого на череневу плиту, що покоїться на колонах.
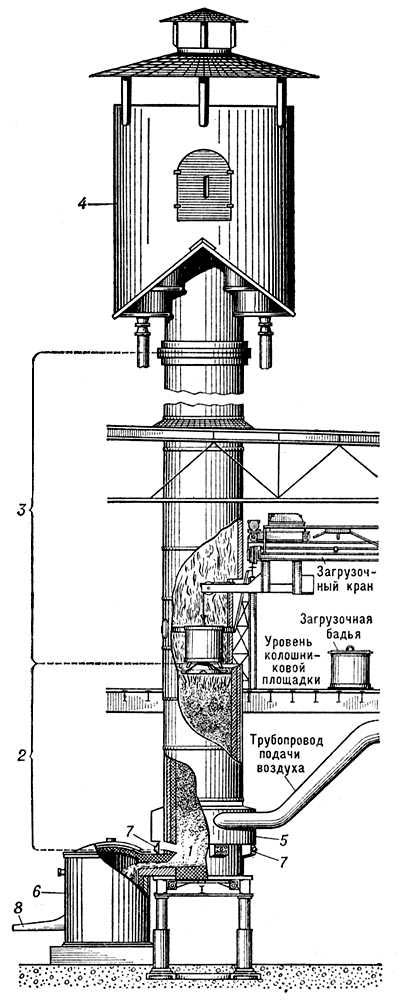
Ст складається з 3 основних частин ( мал. 1 ): ніжней — горна 1 , в якому скупчується рідкий чавун, що виплавляється; середньою — власне шахти 2 , повністю завантажуваною шихтовимі матеріалами (метал, паливо, флюси); верхньою — труби 3 , через яку гарячі вагранкові гази виводяться в іскрогасник 4 і далі в атмосферу. В середині череневої плити є отвір з відкидним дном для видалення залишків після закінчення процесу плавки. Розжіг Ст починається із завантаження на дрова, що горять, 1-ої порції коксу (неодруженої колоші), що заповнює частину шахти на 0,7—1 м-коду вище фурм 7 . Коли кокс неодруженої колоші розгориться, включають дуття, потім шахту завантажують до завантажувального вікна робочими колошами що складаються з порцій металу, палива і флюсу (вапняку, основного мартенівського шлаку, рідше за плавиковий шпат). Після підігрівання шихти знов включають дуття і починається процес плавки. Нові порції завантажують у міру розплавлення шихти, яка поступово опускається в зону плавлення і підігрівається такими, що піднімаються вгору гарячими газами. Протитечія матеріалів, що переплавляються, і продуктів горіння в Ст сприяє ефективному використанню палива. Розплавлений і перегрітий метал збирається в горні Ст або стікає в копільник 6 , звідки він у міру потреби випускається через нижню льотку в ковши для розливання у форми, флюси, сплавляючись із золою палива, футеруванням, що сплавилося, і оксидами, утворюють шлак, що випускається через верхню шлакову льотку, розташовану у верхній частині горна або копільника (на мал.(малюнок) не показана).
Ст, що виготовляються в СРСР, нормалізовані залежно від їх продуктивності і випускаються діаметром від 0,5 до 1,3 м-кодом , продуктивністю 1—3—5—7—10 т/ч . В цехах серійного виробництва крупного литва будують також Ст продуктивністю 20—30 т/ч . Основне паливо — ливарний кокс, який частково замінюють ливарним антрацитом, термоантрацитом або коксобрікетамі. Вживання коксобрікетов знижує витрата палива, підвищує продуктивність Ст, зменшує вміст сірки в чавуні і покращує його властивості. Металева шихта Ст складається з доменного ливарного чавуну в чушках, чавунного лому, власного повернення ливарного цеху, сталевого скрапу і феросплавів. Повітря подається від повітродувки під тиском 5—17 кн/м 2 (500—1700 мм вод. ст .) через повітряну коробку 5 і фурми в зону горіння палива. Для більш рівномірного розподілу вдуваного повітря по перетину Ст була розроблена вперше в СРСР Л. М. Ма-рієнбахом і упроваджена система два і більш за ряди фурм (від 4 до 8 фурм в кожному ряду). Це понизило витрату палива на 15—20% і підвищило продуктивність Ст на 25% з одночасним підвищенням температури металу.
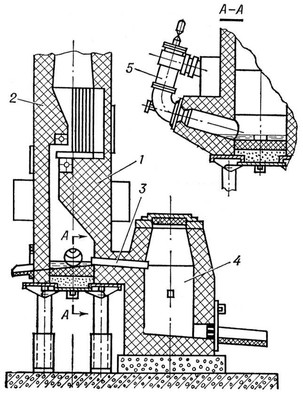
Для інтенсифікації процесу плавки в Ст застосовують підігрівання дуття, збагачення його киснем, додавання газоподібного палива. Збагачення дуття киснем, вперше здійснене в СРСР (1944) за пропозицією Л. І. Льові, зменшує питомий об'єм продуктів горіння і підвищує температуру газів. Залежно від міри збагачення витрата палива знижується на 30—50%, продуктивність Ст підвищується на 40—80%, а температура рідкого чавуну досягає 1500°С (замість 1300—1320°С). Часткова заміна коксу природним газом в Ст виробляється вдуванням продуктів горіння газів у верхню частину неодруженої колоші; це значно простіше, ніж підігрівання дуття, і економічно ефективніше. Для плавки чавуну застосовують і спеціальні газові Ст ( мал. 2 ), що працюють лише на газоподібному паливі, на основі протитечії газу і металу, що дозволяє тривалий час стабільно вести плавку. Продуктивність Ст варіюється в широких межах і залежить від її розмірів і витрати газу.
Унаслідок руйнування футерування в плавильному поясі Ст працюють по 12—18 ч , після чого піддаються поточному ремонту. При необхідності щоденної або цілодобової виплавки чавуну працюють поперемінно на 2 або 3 Ст В 1951 в СРСР Н. А. Барінов створив для чавуноливарного виробництва водоохолоджувані Ст безперервної дії, що дозволяють звістки плавку протягом 100—120 ч без поточного ремонту футерування.
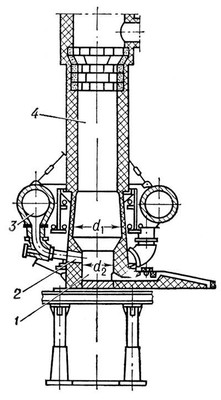
Щоб уникнути забруднення атмосфери колошниковим пилом і газами, що відходять, вирішується будівництво лише так званих закритих Ст, обладнаних рекуператорами, пилеулавлівателямі і газоочисними пристроями системою автоматичних приладів і регулювальників. На мал. 3 показана конструкція уніфікованою закритою В. Отлічительная особливість її — доменний профіль плавильної зони. Передбачений випуск таких Ст діаметром від 0,7 до 2,1 м-код , продуктивністю від 4,5 до 30 т/ч .
Літ.: Льові Л. І., Кисень у вагранковій плавці, М., 1952; Четверухин С. І. і ЮДКИНА. До., Уніфіковані закриті вагранки «Ливарне виробництво», 1967 №5.