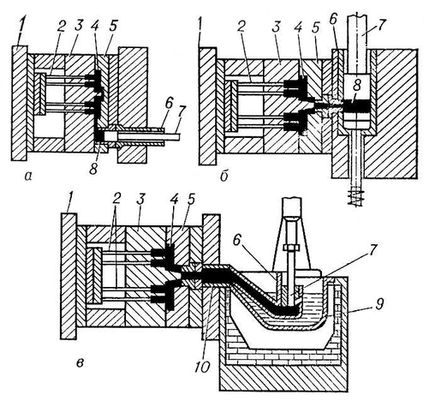
Литво під тиском металів, спосіб здобуття відливань із сплавів кольорових металів і сталей деяких марок в прес-формах, які сплав заповнює з великою швидкістю під високим тиском, набуваючи контурів відливання. Цим способом отримують деталі сантехнічного устаткування, карбюраторів двигунів, алюмінієві блоки двигунів і ін. Литво виробляють на ливарних машинах з холодною і гарячіше камерами пресування (мал.). Ливарні форми називаються зазвичай прес-формами, виготовляють із сталі. Оформляюча порожнина форми відповідає зовнішній поверхні відливання з врахуванням чинників, що впливають на розмірну точність. Крім того, в прес-форму входять рухливі металеві стрижні, створюючі внутрішні порожнини відливань, і виштовхувачі.
При здобутті відливань на ливарних машинах з холодною камерою пресування ( мал. , а, би) необхідна кількість сплаву заливається в камеру пресування уручну або заливальним дозуючим пристроєм. Сплав з камери пресування під тиском пресуючого поршня через канали ливників поступає в оформляючу порожнину щільно закритої форми, надлишок сплаву залишається в камері пресування у вигляді пресс-остатка і віддаляється. Після твердіння сплаву форму відкривають, знімають рухливі стрижні і відливання виштовхувачами віддаляється з форми. При здобутті відливань на машинах з гарячою камерою пресування ( мал. , в) сплав з тигля нагрівальної печі самоплив поступає в камеру пресування. Після заповнення камери пресування спрацьовує автоматичний пристрій (реле часу, налаштоване на певний інтервал), а поршень починає давити на рідкий сплав, який через мундштук, що обігрівається, і втулку ливника під тиском поступає по каналах ливників в оформляючу порожнину форми і кристалізується. Через певний час, необхідний для утворення відливання, спрацьовує автоматичний пристрій на розкриття форми, і відливання віддаляється виштовхувачами. В отриманих відливань обрубують (обрізують) затоки (облой), елементи систем ливників, потім їх очищають уручну або на машинах; якщо необхідно, виробляють термообробку.
Для цього методу литва характерні висока швидкість пресування і великий питомий тиск [30—150 Мн/м 2 (300—1500 кгс/см 2 )] на рідкий сплав у формі. Якість відливань залежить від ряду технологічних і конструктивних чинників, наприклад вибору сплаву, конструкції відливання, систем ливника і вентиляційної, форми, стабільності температури сплаву і форми, вакуумування форми для запобігання утворенню пористості і так далі Метод забезпечує високу продуктивність, точність розмірів (3—7-й класи точності) чіткість рельєфу і якість поверхні (для відливань масою до 45 кг з алюмінієвих сплавів — 5—8-й класи чистоти). Продуктивність машин від 1 до 50 заливок в мин. Застосовують багатогніздні форми, в яких за 1 заливку виготовляють більше 20 деталей.
Літ.: Пляцкий Ст М., Технологія литва під тиском, 3 видавництва, М., 1957; Беккер М. Би., Литво під давленієм,2 видавництво, М. 1973.