Прокатний стан, машина для обробки тиском металу і ін. матеріалів між валяннями, що обертаються, тобто для здійснення процесу плющення, в ширшому значенні — автоматична система або лінія машин (агрегат), що виконує не лише плющення, але і допоміжні операції: транспортування вихідної заготівки із складу до нагрівальних печей і до валянь стану, передачу прокатуваного матеріалу від одного калібру до іншого, кантівку, транспортування металу після плющення, різання на частини, маркіровку або таврування, правку, упаковку, передачу на склад готової продукції і ін.
Історична довідка. Час і місце появи першого П. с. невідомі. Безперечно, що раніше плющення заліза застосовували плющення кольорових металів — свинцю, олова, міді, монетних сплавів і ін. Найбільш ранній документ (малюнок з описом), що характеризує пристрій для плющення олова, залишений Леонардо да Вінчі (1495). Приблизно до кінця 17 ст привід П. с. був ручним, в 18 ст — водяним. Промислове плющення заліза почалося приблизно з 18 ст У Росії вона особливо широко розвивалася на Уралі. П. с. застосовувалися для виробництва покрівельного заліза, плющення крічной заготівки в смугу або аркуш, розділення викованої смуги по довжині на дрібніші профілі квадратного або прямокутного перетину (т.з. «різьблені» стани).
В кінці 18 ст для приводу П. с. почали застосовувати парові машини; плющення стає однією з трьох основних ланок виробничого циклу металургійних заводів, поступово витісняючи менш продуктивний спосіб кування . До цього періоду відноситься промислове вживання П. с. з валяннями, що калібруються, сконструйованого в 1783 Р. Кортом (Велікоорітанія); П. с. поступово диференціюються на обтискових, аркушевих і сортових. У 30—40-х рр. 19 ст у зв'язку з бурхливим розвитком залізниць в різних країнах починають прокатувати рейки. У 1856—57 в Сааре (Німеччина) був встановлений перший П. с., призначений для плющення крупних балок. Розвиток конструкцій і спеціалізація цих станів привели до появи в США в кінці 19 ст блюмінгів і слябінгів . В 1867 Г. Бедсон (Великобританія) побудував безперервний дротяний стан. У 1885 брати М. і Р. Маннесман (Німеччина) винайшли спосіб гвинтового плющення безшовних труб в П. с. з криво розташованими валяннями. У 1886 В. Еденборн і Ч. Морган (США) застосували швидкохідну дротяну моталку з осьовою подачею. Перші леткі ножиці (конструкції Ст Едвардса) встановлені в 1892 в США. У 1897 для приводу П. с. з успіхом застосований електродвигун (Німеччина). У 1906 в р. Тршинец (нині Чехословакія) пущений П. с. з реверсивним електродвигуном. Принцип безперервного гарячого плющення листів знайшов практичне вживання в 1892 в р. Теплиці (нині Чехословакія), де був встановлений напівбезперервний стан. Перший безперервний широкополосової (аркушевий) стан побудований в 1923 в США. Початок холодного плющення листів відноситься до 80-м-коду рр. 19 в.; холодне плющення труб освоєне в 1930 в США.
В СРСР першим досягненням станостроєнія з'явилося спорудження Іжорським заводом двох блюмінгів, які в 1933 введені в експлуатацію на Макіївському і Дніпродзержинському металургійних заводах. У 1940—60-х рр. Всесоюзним науково-дослідним і проектно-конструкторським інститутом металургійного машинобудування (ВНІЇМЕТМАШ) створений ряд П. с. для нових технологічних процесів, що забезпечують виробництво плющенням багатьох виробів, які раніше виготовлялися іншими, менш ефективними способами (тонкостінні безрісочниє труби, листи змінної товщини по довжині, профілі круглого періодичного перетину, кулі, втулки, гвинти з крупним кроком, ребристі труби і ін.). У 1959—62 ВНІЇМЕТМАШем і Електростальським заводом важкого машинобудування створені принципово нові трубні стани з безконечним редукуванням труб (як при пічній зварці, так і при радіочастотній), а також стани для безперервного плющення безшовних труб (стан 30—102) продуктивністю на порядок вище в порівнянні з тими, що діють (близько 550 тис. т /год). У ці ж роки пущені розроблені ВНІЇМЕТМАШем, Науково-дослідним інститутом автомобільної промисловості і Горьким автомобільним заводом перші стани для плющення циліндрових і конічних коліс.
В 60-і рр. в СРСР, США, ФРН(Федеральна Республіка Німеччини) і Італії почато створення літейно-прокатніх агрегатів, в яких поєднані процеси безперервного литва і плющення в єдиному нерозривному потоці. Такі агрегати вже отримали широке вживання для виробництва катанки з алюмінієвих і мідних сплавів, листів з алюмінієвих сплавів і заготовок із сталі.
Класифікація і пристрій прокатних станів. Головна ознака, що визначає пристрій П. с., — його призначення залежно від сортаменту продукції або виконуваного технологічного процесу. По сортаменту продукції П. с. розділяють на заготівки, у тому числі стани для плющення слябів і блюмів, аркушеві і смугові, сортові, у тому числі балочні і дротяні, трубопрокатні і деталепрокатниє (бандажі, колеса, осі і т.д.). По технологічному процесу П. с. ділять на наступні групи: літейно-прокатні (агрегати), обтискові (для обтискання злитків), у тому числі слябінги і блюмінги, реверсивні одні кліті, тандеми багатокліті, безперервні, холодного плющення. Розмір П. с., призначеного для плющення листів або смуг, характеризується довжиною бочки валків, для заготівки або сортового металу — діаметром валків, а трубопрокатного стану — зовнішнім діаметром прокатуваних труб.
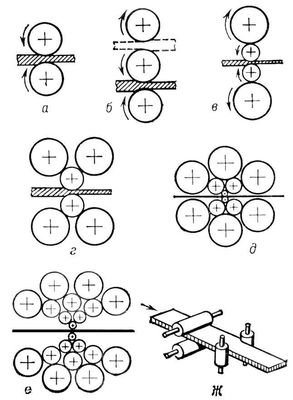
Устаткування П. с., що служить для деформації металу між валяннями, що обертаються, називають основним, а для виконання інших операцій — допоміжним. Основне устаткування складається з однієї або декількох головних ліній, в кожній з яких розташовується 3 види пристроїв ( мал. 1 ): робочі кліті (одна або декілька) — до них відносяться прокатні валяння з підшипниками, станини, настановні механізми, плітовіни, проводки; електродвигуни для обертання валків; передавальні пристрої від електродвигунів до прокатних валянь, що складаються переважно з шестерінчастої кліті, шпинделів і муфт. Між шестерінчастою кліттю і електродвигуном часто встановлюють ще редуктор. Якщо кожен валок має свій електродвигун, передавальні пристрої складаються лише з шпинделів. Найбільшого поширення набули стани з горизонтальними валяннями: двохвалкові (дуо), тривалкові (тріо), чотиривалкові (кварто) і багатовалкові ( мал. 2 ). Для обтискання металу по бічних поверхнях використовують кліті з вертикальними валяннями, звані еджерами . Стани в яких поблизу горизонтальних валків розташовані вертикальні, називаються універсальними. Вони служать для плющення широких смуг і двотаврових балок з широкими полицями. У станах гвинтового плющення валяння розташовуються в робочій кліті криво — під кутом подачі. Такі стани застосовують для плющення труб, осей, куль і т.д.
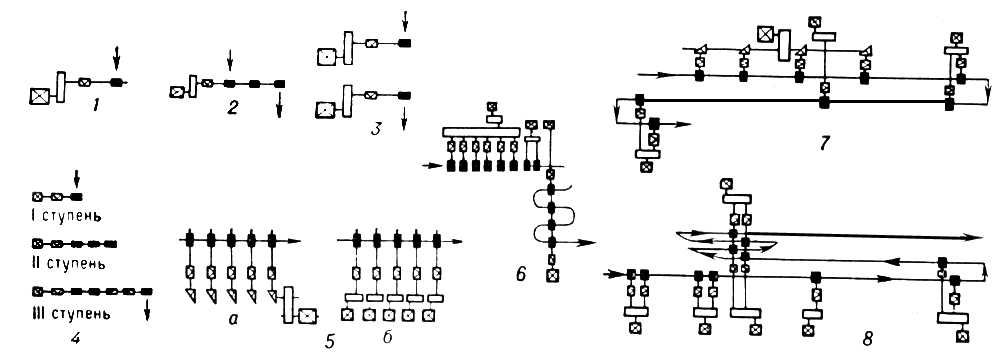
Число і має в своєму розпорядженні робочих клітей П. с. визначаються його призначенням, необхідним числом проходів металу між валяннями для здобуття даного профілю і заданою продуктивністю. За цією ознакою П. с. підрозділяються на 8 типів ( мал. 3 ). До станів одних клітей відносяться більшість блюмінгів, слябінги, шаропрокатниє стани, стани для холодного плющення листів, стрічки і труб. У разі, коли в одній робочій кліті не удається розташувати необхідне число калібрів (див. Калібрування прокатних валків) або коли потрібна висока продуктивність, застосовують стани з декількома робочими клітями. Найбільш досконалий стан багатокліті — безперервний, в якому метал одночасно прокатується в декількох клітях ( мал. 4 ). Безперервні стани служать для гарячого плющення заготівки, смуг, сортового металу, дроту, труб, а також для холодного плющення листів, жерсті, стрічки і ін. профілів.
Швидкості плющення вельми різні і залежать головним чином від необхідної продуктивності П. с., сортаменту прокатуваної продукції і технологічного процесу. В обтискових, заготівок, толстолістових, великосортних станів швидкість плющення близько 2—8 м-коду / сек. Найбільші швидкості характерні для безперервних станів: при плющенні сортового металу 10—20 м/сек ; смугового 25—35 м-кодом / сік ; проволікай 50—70 м-код / сік ; при холодному плющенні жерсті 40 м/сек. Дані про продуктивність, потужність приводів і масу устаткування деяких П. с., що набули найбільшого поширення в СРСР для виробництва гарячекатаної сталі, приведені в таблиці.
Коротка характеристика основних станів для гарячого плющення стали
Тип стану
Сортамент прокату
Продуктивність, тис. т/год
Загальна потужність головних приводів, квт
Маса устаткування, т
Блюмінг однієї кліті дуо 1000—1300
Блюми від 200´200 мм до 370´370 мм
До 6 000
До 13 600
До 5 500
Листовий широкополосової безперервний 2000
Смуги товщиною 1,2—16 мм, шириною до 1850 мм
6 000
120 000
40 000
Толстолістової здвоєний 3600
Листи і плити толщнней 5—200 мм, шириною до 3200 мм
1 750
21000
60 000
Заготівка безперервний 900/700/500
Заготівки перетином від 80´80 мм до 200´200 мм
5 550
30 400
10 500
Рельсо-балочній ступінчастий тріо 800
Рейки, балки від № 24 до № 60, швелери від № 20 до №40 і ін.
1 700
9 800
22 000
Великосортний ступінчастий тріо 650
Кругла сталь діаметром 70—220 мм, би. ллки від № 16 до № 30 і ін.
750
8 700
6 500
Великосортний напівбезперервний 600
Круглля сталь діаметром 50—120 мм, балки від № 10 до № 20 і ін.
1 600
34 400
18 000
Средньосортний напівбезперервний 350
Кругла сталь діаметром 20—75 мм, балки і швелери до № 10 і ін.
1000
16 000
7200
Дрібносортний безперервний 250
Кругла сталь діаметром 8—30 мм, кутовий профіль від 20´20 мм до 40´40 мм і ін.
800
16 000
6 600
Узкополосової безперервний 300
Смуга товщиною 2—8 мм, шириною 120—460 мм
Більше 1000
15 200
2 700
Дротяний безперервний 150
Катанка діаметром 5,5—12,5 мм
900
—
—
Трубопрокатний автоматичний
Безшовні труби ділметром 140—426 мм
50—70 т/ч
12 000
8000—12 000
Трубопрокатний непревивний 110
Безшовні труби діаметром 50—110 мм
50—80 т/ч
12 000
3 500—5 000
Стани заготівок будуються двох типів залежно від вихідного матеріалу — злитків, відлитих у виливницях, або безперервно-литих заготовок. У першому випадку стан заготівки одночасно є також обтисковим станом. Типові представники таких станів — слябінг, коли потрібна плоска заготівка крупних перетинів (сляби), і блюмінг зі встановленим за ним власне безперервним станом заготівки, якщо потрібно прокатувати заготівку для сортових або трубопрокатних станів. За останньою кліттю цих станів знаходяться леткі ножиці для розрізання заготівки на шматки необхідної довжини або пили і стелажі для розрізання, охолоджування і огляду заготівки. При використанні безперервно-литої заготівки стан заготівки встановлюється поряд з машиною для безперервного литва в цілях використання тепла незахололого металу. Деякі стани заготівок виконані так, щоб лита заготівка поступала з кристалізатора у валяння безперервного стану без розрізання, тобто в цьому випадку здійснюється плющення заготівки безконечної довжини і ділення її на шматки необхідної довжини леткими ножицями або пилами при виході з валків стану.
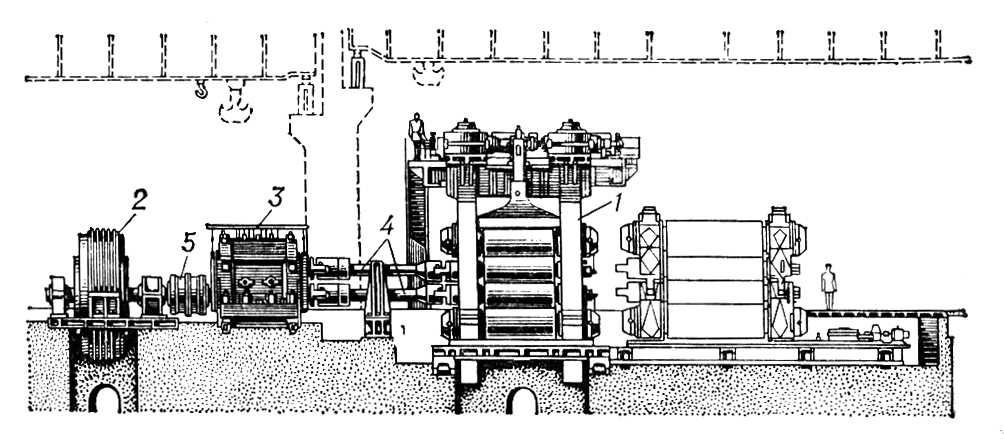
Листові і смугові стани гарячого плющення призначені для здобуття плит товщиною 50—350 мм, листів товщиною 3—50 мм і смуг (змотуваних в рулони) товщиною 1,2—20 мм. стани Толстолістовиє зазвичай складаються з 1—2 клітей дуо і кварто з довжиною бочки валків 3500—5500 мм (см. мал.(малюнок) 1 ), інколи зі встановленими перед ними додатковими клітями, що мають вертикальні валяння для обтискання бічних кромок. Для плющення смуг найбільше вживання отримали широкополосовиє безперервні або напівбезперервні стани, що складаються з 10—15 клітей кварто з довжиною бочки валків 1500—2500 мм і декількох клітей з вертикальними валяннями. Весь прокатуваний матеріал змотується в рулони по 15—50 т. Ці стани значно продуктивніші, ніж толстолістовиє, тому вони використовуються також і для плющення товстих листів> (4—20 мм ), які виготовляються шляхом розмотування рулонів і їх подальшого розрізання. З боку виходу прокатаного металу з валків встановлюються вихідні рольганги і велика кількість ін. допоміжного устаткування для подальшої обробки прокату і його транспортування: в толстолістових станів — правильні машини, ножиці, печі для термічної обробки і т.д., а в широкополосових станів — моталки для змотування смуг в рулони, конвеєр для транспортування рулонів і устаткування для розмотування рулонів, їх правки і розрізання на картки (листи).
Сортові стани вельми всілякі по своїй характеристиці і розташуванню устаткування. Основні типи: універсальні стани для плющення широкополочних балок, що складаються зазвичай з 3 або 5 клітей, розташованих послідовно одна за одною, з яких 2 або 3 кліті універсальні, з горизонтальними валяннями діаметром біля 1350 мм , а 1 або 2 — дуо, з валяннями діаметром близько 800 мм ; рельсо-балочні стани ступінчастого типа з двох або декількох ліній з робочими клітями тріо і дуо і валяннями діаметром близько 800 мм ; великосортні стани ступінчастого і напівбезперервного типа з двох або декількох ліній з робочими клітями тріо і дуо і валяннями діаметром близько 650 мм ; средньосортні стани ступінчастого типа в 2 або 3 лінії, напівбезперервної і безперервної; дрібносортні стани, переважно безперервні або напівбезперервні; узкополосовиє стани безперервні; дротяні стани безперервні.
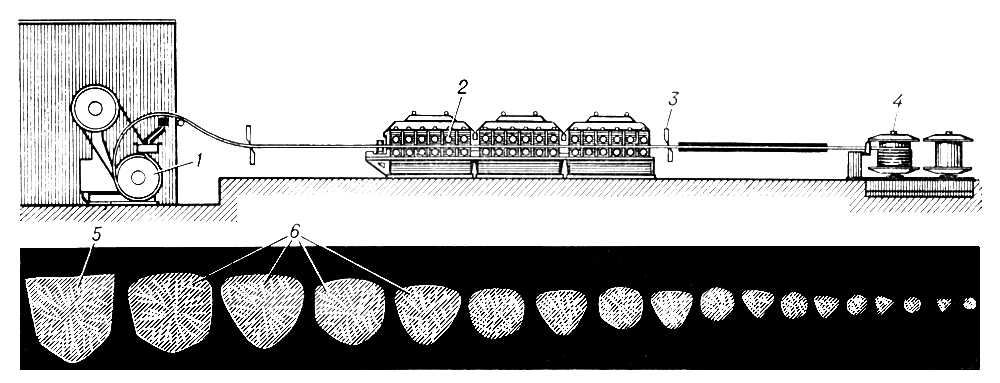
Для виробництва дроту з алюмінієвих і мідних сплавів найбільш ефективні літейно-прокатні стани, в яких здійснюється безперервний процес здобуття дроту з рідкого металу. Спочатку відбувається кристалізація безконечного злитка між ободом колеса, що обертається, і що обтягує його сталевою стрічкою, а потім плющення його на безперервному стані. Продуктивність стану 5—8 т/ч ( мал. 5 ).
Сортові стани, як і аркушеві, мають всіляке допоміжне устаткування, встановлене по руху потоку прокатуваного металу і що виконує в загальному ритмі, без участі ручної праці, всі допоміжні технологічні і транспортні операції, починаючи з видачі із складу вихідної заготівки і кінчаючи передачею прокату на склад готової продукції.
Трубопрокатні агрегати складаються зазвичай з 3 станів. Перший стан виробляє прошивку отвору в заготівці або злитку методом гвинтового плющення, другого служить для витягу прошитої заготівки в трубу і третій, — для калібрування (редукування), тобто зменшення діаметру прокатаної труби. Конструкція трубопрокатних агрегатів визначається головним чином вибраним технологічним процесом другого стану, тобто витяжного. Найбільш продуктивним є безперервний стан; знаходять вживання також стани дуо, що працюють на короткому облямовуванні, пілігрімовиє і тривалкові гвинтового плющення.
Стани холодного плющення стали і кольорових металів виготовляються наступних типів: аркушеві — для штучного плющення; листові широкополосовиє — для рулонного плющення; ленто-прокатні — для плющення стрічки товщиною від 1 мкм до 4 мм і шириною від 20 до 600 мм , що змотується після плющення в бунти або рулони; фольгопрокатниє — для плющення смуги товщиною менше 0,1 мм ; плющильниє — для обтискання дроту у вузьку стрічку; стани для холодного плющення труб. При рулонному плющенні смуг з обох боків робочої кліті встановлюються намотувально-натяжні барабани — моталки, які служать для розмотування рулонів перед подачею металу у валяння і змотування при виході з валків. Найбільш продуктивні листові стани — безперервні; вони також вигідніше відносно використання моталок і ін. допоміжного устаткування. Моталки в безперервних станів розташовуються лише ззаду, а спереду знаходяться механізми для подачі рулонів, розмотування їх і напрями металу у валяння першої робочої кліті.
Деталепрокатниє стани працюють в основному на принципі поперечного і гвинтового плющення і служать для виробництва точних заготовок деталей машинобудування — круглих періодичних валів, куль, гвинтів, ребристих труб, зубчастих коліс, а також інструменту — черв'ячних фрез, свердел і ін. Ці стани всілякі по конструкції і характеризуються високою мірою механізації і автоматизації.
Устаткування прокатних станів. Конструкція основних деталей і механізмів П. с., не дивлячись на їх різне призначення і різноманіття, у багатьох випадках однакова. Головні елементи робочої кліті — валяння прокатні, підшипникові вузли, механізми для установки валків, станина, шпинделі, муфти і проводки.
Підшипники прокатних валків працюють при дуже великих навантаженнях, що доходять на деяких станах до 30—60 Мн (3000—6000 тс ) на валок. Можливі габарити їх обмежуються діаметром валків. Підшипники (кочення або рідинного тертя) встановлюються в масивних корпусах, називаються подушками, які розташовуються в отворах станини.
Станина робочої кліті сприймає всі зусилля, що виникають при плющенні металу, і тому виконується масивною — до 60—120 т і більш. Матеріал станини — сталеве литво з 0,25—0,35% С. Станіна встановлюється на фундаментних сталевих плитах (плітовінах), які прикріпляються болтами до бетонного або залізобетонного фундаменту. Для сортових станів набувають поширення заздалегідь напружені робочі кліті, в яких підвищення жорсткості досягається не збільшенням масивності станини, а за допомогою спеціальних стяжних механізмів.
Передача обертання прокатним валянням виробляється за допомогою універсальних шпинделів з шарнірами Гуку (см. мал.(малюнок) 1 ).
Допоміжне устаткування П. с. призначено для подачі металу від нагрівальних пристроїв до приймального рольгангу стану (слітковози), повороту злитка на рольганге (поворотні пристрої), транспортування металу відповідно до технологічного процесу (рольганги або транспортери), переміщення металу уздовж валка для подачі його у відповідний калібр (маніпулятори) повороту металу відносно його подовжньої осі (кантувальники), охолоджування металу (холодильники), труїть металу (травильні установки), розмотування рулонів (розмотувачі), змотування смуги в рулон або дроту в бунт (моталки), різання металу (ножиці і пили), а також для обробки металу: правки (правильні машини і преси), дресирування, таврування, укладання, промаслювання, упаковки і т.д.
Електроустаткування П. с. характеризується великими потужностями і розмірами головних приводів (потужність одного електродвигуна доходить до 6—7 Мвт і більш, а загальна потужність — до 200—300 Мвт ), складністю систем управління електроприводами, необхідністю автоматичного регулювання, що викликається головним чином, в широких межах швидкості більшості машин П. с.
Змащувальне устаткування П. с. забезпечує безперебійну автоматичну подачу мастила до всіх деталей, що труться, механізмів, а в станах для плющення кольорових металів і холодного плющення стали — також подачу технологічного мастила до робочої поверхні прокатних валків. Змащувальні системи зазвичай розташовуються в спеціальних підвалах.
Автоматика великих П. с. складається з ряду об'єднаних локальних систем для управління всім ходом технологічного процесу, починаючи від подачі вихідного матеріалу на склад і із складу і кінчаючи вступом прокату на склад готової продукції і вантаженням його у вагони. Кожна локальна система має багаточисельні і всілякі прилади-датчики, що збирають і передавальні інформацію про хід технологічного процесу, у тому числі про температуру металу, тиску металу на валяння П. с., параметрах оброблюваного матеріалу, зокрема про розміри прокатуваного профілю, його положення і характер переміщення. Вся ця інформація поступає в обчислювальні машини локальних систем, де переробляється, після чого видаються команди для управління машинами і механізмами П. с., що відносяться до даної локальної системи, а також інформація загальній обчислювальній машині, об'єднуючій локальні системи, для відповідного коректування роботи машин і механізмів ін. ділянок П. с., керованих останніми локальними системами. Одне з головних завдань автоматизації (і економічно найбільш вигідна) — автоматизація регулювання розмірів прокатуваного профілю, здійснювана шляхом відповідної автоматичної зміни междувалкового простору на підставі свідчень вимірника розмірів профілю, що безперервно діє. Завдяки цьому різко підвищується точність розмірів профілю, у зв'язку з чим знижується поле допусків, підвищується якість металу, знижуються питомі витрати металу. Особливо великий ефект досягається при виробництві тонколистової продукції.
Успішне рішення цієї задачі стало можливим завдяки використанню обчислювальної техніки, т.к. обичниє адаптивні системи (системи, що пристосовуються ) унаслідок високих швидкостей плющення (близько 30—40 м/сек ) не забезпечують своєчасне коректування междувалкового простору.
Великий економічний ефект дає також автоматизація контролю якості готового прокату і нанесення захисних покриттів. П. с. у зв'язку з безперервністю процесу і випуском однотипної продукції у великих кількостях мають всі необхідні передумови, щоб бути одними з перших повністю автоматизованих промислових об'єктів.
Про виробництво П. с. див.(дивися) в ст. Станостроєніє .
Літ.: Прокатне виробництво. Довідник, під ред. Е. С. Рокотяна, т. 1—2, М., 1962; Королев А. А., Прокатні стани і устаткування прокатних цехів. (Атлас), М., 1963; його ж, Механічне устаткування прокатних цехів, 2 видавництва, М., 1965; Спеціальні прокатні стани, під ред. А. І. Целікова, М., 1971; Целіків А. І., Зюзін Ст І., Сучасний розвиток прокатних станів, М., 1972; Tribology in iron and steel works, L., 1970.