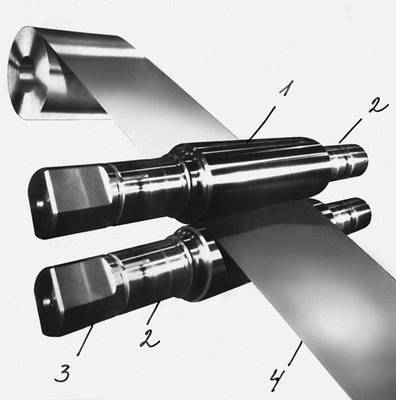
Валяння прокатні, робочий орган (інструмент) прокатного стану . Ст п. виконується основна операція плющення — деформація (обтискання) металу для додання йому необхідних розмірів і форми. Ст п. складаються з трьох елементів ( мал. ): бочки, двох шийок (цапф), пріводного кінця валка («трефа»). Ст п. діляться на аркушевих і сортових. Аркушеві застосовують для плющення листів смуг і стрічки; бочка в цих валків циліндрова або злегка опукла або увігнута; такі валяння називають також гладкими. Сортові служать для плющення фасонного (сортового) металу (круглого і квадратного перетину, рейок, двотаврових балок і ін.); на поверхні бочки цих Ст п. роблять поглиблення, відповідні профілю прокатуваного металу. Ці поглиблення називають струмками (струмки двох Ст п. утворюють калібри), а Ст п. — ручьевимі (що калібруються).
Основні розміри Ст п. (діаметр і довжина бочки) залежать від сортаменту прокатуваної продукції. Діаметр Ст п. для гарячого плющення складає від 250—300 мм (плющення дроту) до 1000—1400 мм (плющення блюмів і слябів). Для холодного плющення застосовують Ст п. діаметром від 5 мм (на 20-валкових станах при плющенні фольги) до 600 мм (на 4-валкових станах при плющенні тонких смуг).
Ст п. чавунні твердістю 35—45 одиниць по Шору (виготовляються відливанням в глиняні форми) найбільш дешеві і застосовуються при гарячому плющенні м'якої смугової сталі; чавунні Ст п. твердістю 55—75 одиниць по Шору (виготовляються відливанням в металевої форми — кокілі) — на листових станах і чистових клітях сортових і дротяних станів; леговані (хромом, нікелем, молібденом) чавунні Ст п. твердістю 40—70 одиниць по Шору — на сортових рельсобалочних і тонколистових станах гарячого плющення; сталеві Ст п. — на блюмінгах, слябінгах, обтискових клітях сортових станів і на станах холодного плющення. Робочі Ст п. невеликих багатовалкових станів, а також станів для плющення дроту з високоміцних сталей виготовляють з керамічних твердих сплавів типа карбіду вольфраму (з добавкою кобальту); зносостійкість таких валків в 30—50 разів вища, ніж сталевих легованих. Зносостійкі і міцні Ст п. для сортового і листового плющення отримують наплавленням їх поверхні твердими і надтвердими сплавами.
Зношені Ст п. відновлюють переточуванням на вальцетокарних верстатах або перешліфовуванням (валяння листових станів) на вальцешліфовальних верстатах.
Літ.: Целіків А. І., Смирнов Ст Ст, Прокатні стани, М., 1958; Королев А. А., Механічне устаткування прокатних цехів, 2 видавництва, М., 1965.