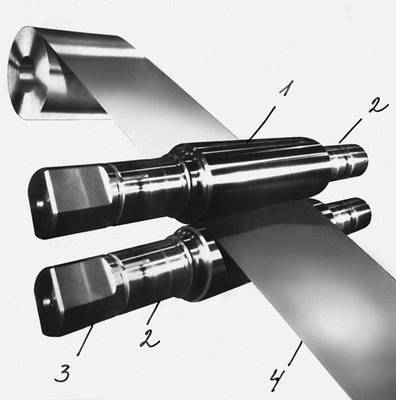
Валки прокатные, рабочий орган (инструмент) прокатного стана. В. п. выполняется основная операция прокатки — деформация (обжатие) металла для придания ему требуемых размеров и формы. В. п. состоят из трёх элементов (рис.): бочки, двух шеек (цапф), приводного конца валка («трефа»). В. п. делятся на листовые и сортовые. Листовые применяют для прокатки листов, полос и ленты; бочка у этих валков цилиндрическая либо слегка выпуклая или вогнутая; такие валки называют также гладкими. Сортовые служат для прокатки фасонного (сортового) металла (круглого и квадратного сечения, рельсов, двутавровых балок и др.); на поверхности бочки этих В. п. делают углубления, соответствующие профилю прокатываемого металла. Эти углубления называют ручьями (ручьи двух В. п. образуют калибры), а В. п. — ручьевыми (калиброванными).
Основные размеры В. п. (диаметр и длина бочки) зависят от сортамента прокатываемой продукции. Диаметр В. п. для горячей прокатки составляет от 250—300 мм (прокатка проволоки) до 1000—1400 мм (прокатка блюмов и слябов). Для холодной прокатки применяют В. п. диаметром от 5 мм (на 20-валковых станах при прокатке фольги) до 600 мм (на 4-валковых станах при прокатке тонких полос).
В. п. чугунные твёрдостью 35—45 единиц по Шору (изготавливаются отливкой в глиняные формы) наиболее дешёвые и применяются при горячей прокатке мягкой полосовой стали; чугунные В. п. твёрдостью 55—75 единиц по Шору (изготавливаются отливкой в металлической формы — кокили) — на листовых станах и чистовых клетях сортовых и проволочных станов; легированные (хромом, никелем, молибденом) чугунные В. п. твёрдостью 40—70 единиц по Шору — на сортовых рельсобалочных и тонколистовых станах горячей прокатки; стальные В. п. — на блюмингах, слябингах, обжимных клетях сортовых станов и на станах холодной прокатки. Рабочие В. п. небольших многовалковых станов, а также станов для плющения проволоки из высокопрочных сталей изготовляют из керамических твёрдых сплавов типа карбида вольфрама (с добавкой кобальта); износостойкость таких валков в 30—50 раз выше, чем стальных легированных. Износостойкие и прочные В. п. для сортовой и листовой прокатки получают наплавкой их поверхности твёрдыми и сверхтвёрдыми сплавами.
Изношенные В. п. восстанавливают переточкой на вальцетокарных станках или перешлифовкой (валки листовых станов) на вальцешлифовальных станках.
Лит.: Целиков А. И., Смирнов В. В., Прокатные станы, М., 1958; Королев А. А., Механическое оборудование прокатных цехов, 2 изд., М., 1965.