Безперервне литво металів і сплавів, процес здобуття злитків і заготовок, заснований на рівномірному переміщенні металу відносно зон заливки і кристалізації. При цьому форма ливарні може бути нерухомою або закономірно переміщатися (зворотно-поступальний рух з невеликою амплітудою, обертання, рух по замкнутій кривій обмеженої довжини).
Н. л. металів і сплавів в СРСР і за кордоном почали застосовувати в промисловості в 1930-х гг.; широке поширення воно знайшло в середині 40-х рр. Н. л. теоретично дозволяє отримувати відливання скільки завгодно великої довжини; практично довжина відливань визначається можливостями ливарного виробництва, вимогами оброблювальних цехів і організаційно-економічними міркуваннями. Здобуття відливань обмеженої довжини методом Н. л. інколи неправильно називають напівбезперервним литвом. Рівномірні швидкості подачі, рідкого металу його кристалізації і видалення готового відливання при Н. л. забезпечують постійність складу, будови і властивостей металу по всій довжині відливання. Шляхом посиленого відведення тепла (завдяки безпосередньому охолоджуванню металу водою) можна підвищити швидкість кристалізації і при правильно вибраній швидкості литва створити направлену кристалізацію, в основному уздовж осі відливання, що забезпечує здобуття щільних злитків або заготовок з тонкою внутрішньою будовою зерна і рівномірним хімічним складом. Окрім того, Н. л. в порівнянні з штучним литвом, скорочує кількість відходів і втрат металу, витрати робочої сили, ливарного оснащення і інструменту.
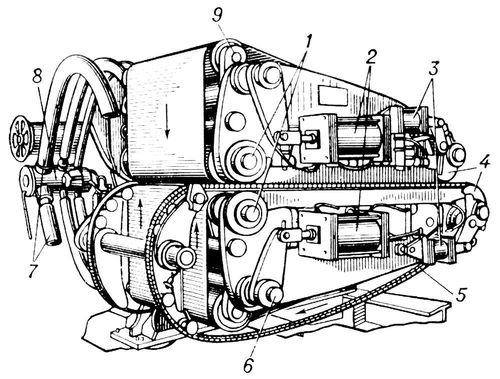
Залежно від пристроїв, що формують відливання, розрізняють Н. л. у кристалізатор (виливницю), валяння, жолоб (струмок), між рухомими стрічками. Найбільш поширено литво в металевий кристалізатор ковзання, яке стосовно сталеплавильного виробництва отримало назву безперервного розливання стали . Розроблений і упроваджений (для алюмінієвих сплавів) принципово новий варіант Н. л. з формоутворенням злитка в електромагнітному полі — литво в електромагнітний кристалізатор ( мал. 1 ). Процес відрізняється наступними особливостями: відсутній контакт між злитком, що кристалізується, і стінками металевої форми, що виключає утворення грубих поверхневих дефектів; відстань від меніска металу до поясу безпосереднього охолоджування водою дуже мало, завдяки чому підвищується швидкість кристалізації; метал кристалізується в електромагнітному полі з примусовим рухом розплаву в об'ємі лунки, що обумовлює дрібнозернисту структуру металу.
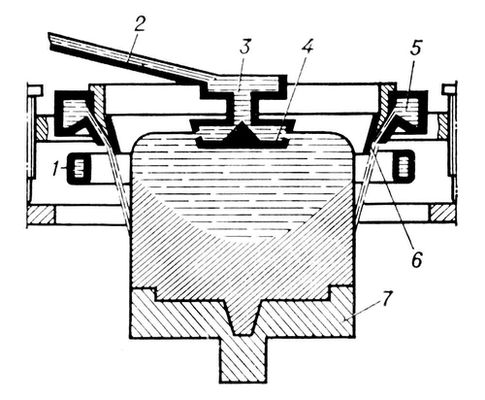
В сучасній металургії всі злитки алюмінієвих і магнієвих сплавів, а також велику частку злитків важких кольорових сплавів відливають методом Н. л. При здобутті злитків тугоплавких металів і титана Н. л. у інертному середовищі або вакуумі зазвичай поєднують з процесом безперервної плавки. В цьому випадку заповнення форми визначається не швидкістю розливання розплаву, а швидкістю розплавлення електроду, що витрачається, або шихти, що подається в зону плавлення. Для алюмінію, міді і сплавів на їх основі всього більшого поширення набувають поєднані процеси відливання заготовок і подальшій їх плющення. До таким процесам відносяться здобуття катанки (коли заготівка формується в струмку обода колеса, що обертається), здобуття листової заготівки шляхом кристалізації металу у валяннях або між двома охолоджуваними водою стрічками. Литво між стрічками дозволяє досягти найбільшої продуктивності поєднаного процесу в результаті збільшення тривалості контакту між металом, що твердіє, і стрічкою. За цим принципом працюють машина конструкції американського інженера С. Хезлітта, машина Всесоюзного науково-дослідного і проектно-конструкторського інституту металургійного машинобудування ( мал. 2 ) і ін. Інколи поєднані процеси відносять до бессліткової плющенню ; проте при цьому деформації піддається вже затверділий метал, тоді як спочатку під бессліткової плющенням розуміли деформацію металу при його твердінні.
Літ.: Безперервне литво алюмінієвих сплавів, під ред. С. М. Вороняча, М., 1945; Германн Е., Безперервне литво, пер.(переведення) з йому.(німецький), М., 1961; Курдюмов А. Ст, Пікунов М. Ст, Чурсин Ст М., Ливарне виробництво кольорових і рідких металів, М., 1972.