Безперервне розливання стали, процес здобуття з рідкої сталі злитків-заготовок (для плющення, кування або пресування), що формуються безперервно у міру вступу рідкого металу з одного боку виливниці-кристалізатора і видалення частково затверділої заготівки з протилежного боку.
Н. р. с. має наступні переваги перед звичайним розливанням: на 10—15% скорочується витрата металу на 1 т придатного прокату унаслідок зменшення обрезі головної і донної частин заготівки; скорочуються капітальні витрати на спорудження металургійного заводу, оскільки виключаються парк чавунних виливниць, відділення для їх підготовки і витягання злитків з виливниць, дорогі блюмінги або слябінги, на яких крупні злитки обжимаються в заготівку для подальшої плющення; створюються умови для повної механізації і автоматизації процесу розливання; завдяки прискоренню твердіння підвищується міра однорідності металу, покращується його якість.
Спосіб здобуття продукції безпосередньо з рідкого металу (так звана бесслітковая плющення ) був запропонований в 1855 Р. Бессемером . Експериментальні роботи, проведені в цій області у ряді країн, не дали позитивних результатів. Перспективнішим виявився спосіб здобуття з рідкого металу не готового виробу, а проміжної заготівки з розмірами, як правило, меншими, ніж при відливанні у виливницю. У 30-х рр. 20 ст почало розвиватися безперервне литво через водоохолоджувану виливницю-кристалізатор заготовок з кольорових металів і сплавів, головним чином алюмінієвих і мідних. Сталеві заготовки таким методом були вперше отримані З. Юнгансом (Німеччина) в 1939. У СРСР роботи по освоєнню Н. р. с. були початі в 1944, а в 1955 на заводі Горького «Червоне Сормово» введена в експлуатацію перша промислова установка Н. р. с. (УНРС). У 1973 в СРСР на 21 заводі було 36 УНРС; у всьому світі працює понад 500 УНРС (1973). Окрім СРСР, великого поширення цей спосіб набув в США Японії, ФРН(Федеральна Республіка Німеччини) і Італії.
При Н. р. с. рідкий метал поступає в крізну виливницю-кристалізатор ( мал. 1 ). Стінки кристалізатора (що виготовляється зазвичай з міді) інтенсивно охолоджуються водою, циркулюючою по наявних в них каналах. На початку процесу в кристалізатор вводиться тимчасове дно — так звана приманка. Метал твердне в стінок кристалізатора і в приманки, і оболонка заготівки починає витягуватися з кристалізатора із заданою швидкістю. Зверху в кристалізатор безперервно подається рідкий метал в такій кількості, щоб її рівень був постійним в процесі всього розливання. Для зменшення зусиль витягування кристалізатору повідомляється зворотно-поступальний рух по подовжній осі, а на його стінки подається мастило. Поверхня рідкого металу оберігається від окислення шаром синтетичного шлаку або захисною атмосферою з інертного газу. Заготівка, що виходить з кристалізатора, з рідкою серцевиною потрапляє в зону вторинного охолоджування, де на її поверхню подається з форсунок розпорошена вода. Після твердіння по всьому перетину заготівка розрізає на частини необхідної довжини. Відстань L ( м-код ) від рівня металу в кристалізаторі до місця, де закінчується кристалізація заготівки товщиною а ( м-код ) , відливаною із швидкістю v ( м-кодів/мін ) рівне: L = (240—340) а 2 × v. Значення коефіцієнта пропорційності залежить від профілю і розміру заготівки і від марки розливаної сталі.
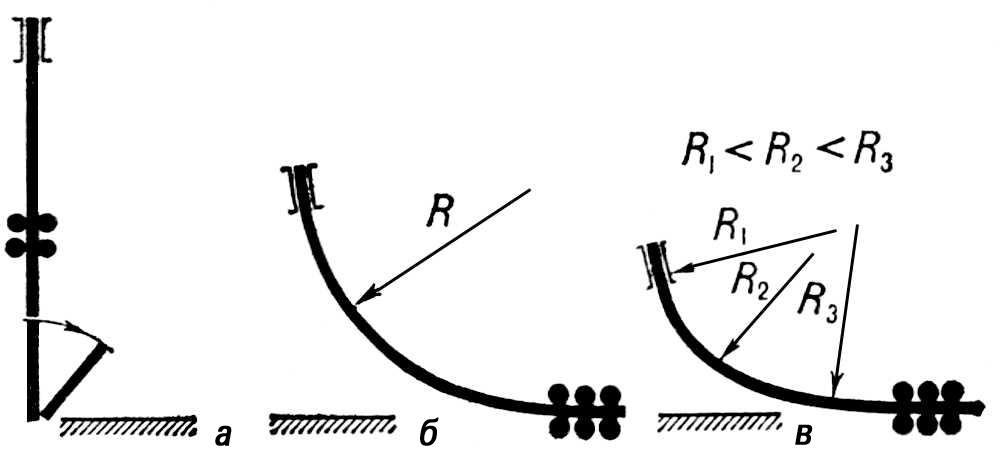
До 1963 в промисловому масштабі застосовувалися УНРС вертикального типа ( мал. 2 , а), в яких формування заготівки і різання її здійснювалися на вертикальній ділянці. При відливанні заготовок відносно великої товщини ділянка її різання мається в своєму розпорядженні на відстані 15—20 м-кодом від кристалізатора, а загальна висота установки може перевищувати 40 м. Для розміщення такої установки потрібне спорудження башт або колодязів. Прагнення зменшити висоту УНРС привело до створення установок радіального ( мал. 2 , би) і криволінійного ( мал. 2 , в) типів. На радіальних УНРС кристалізатор і направляючі пристрої вторинного охолоджування розташовані на дузі визначеного радіусу (зазвичай радіус дорівнює 30—40 товщині відливаної заготівки). В кінці радіальної ділянки заготівка проходить через ролики, що правильний-тягнуть, і виводиться в горизонтальне положення, в якому виробляється різання на мірні довжини. На УНРС криволінійного типа кристалізатор і частина зони вторинного охолоджування мають постійний радіус; потім радіус збільшується і відбувається поступове випрямлення заготівки.
УНРС радіального і криволінійного типів в яких неповністю затверділа заготівка виходить на горизонтальну ділянку, дозволяють значно підвищити швидкість розливання при крупних перетинах заготівки, оскільки ділянка різання може бути розташований на чималій відстані від кристалізатора (30—35 м-код ). Загальна висота таких установок, як правило, не перевищує 12 м.
На УНРС відлилися заготівки квадратного перетину розміром від 50x50 до 300x300 мм, плоскі сляби завтовшки від 50 до 300 мм і шириною від 300 до 2000 мм, круглі заготовки (суцільні і з внутрішньою порожниною) діаметром від 100 до 550 мм, з яких отримують труби, сортовий і листовий прокат, поковки. Велика міра хімічної однорідності по довжині і поперечному перетину непреривнолітих заготовок забезпечує стабільні механічні властивості і підвищує надійність роботи металовиробів. Завдяки своїм перевагам Н. р. с. прийнята як основний спосіб розливання у всіх знов споруджуваних сталеплавильних цехах і широко використовуватиметься при реконструкції заводів, що діють. Найбільша продуктивність УНРС забезпечується при їх роботі у поєднанні з кисневими конвертерами. В цьому випадку досягається рівність циклів випуску стали з конвертера і розливання її на УНРС, завдяки чому рідкий метал може подаватися на установку безперервно протягом довгого часу. У цехах з сучасними дуговими печами, тривалість плавки в яких витримується досить точний, також може бути організована розливання так званим методом «плавка на плавку» (одна установка безперервно приймає метал від декількох печей). Перспективні агрегати, в яких Н. р. с. поєднується з безперервним плющенням в єдиному потоці. При цьому знижуються витрати енергії, підвищуються якість злитка і вихід придатного, скорочується цикл виробничих операцій від виплавки стали до здобуття готового прокату. Такі агрегати вже вступили в експлуатацію, як в СРСР, так і за кордоном. Відповідно до прогнозу розвитку чорної металургії, до 1990 в СРСР безперервним способом розливатиметься близько 60% всієї сталі, що виплавляється; при цьому потужностей по її виробництву буде потрібно на 30 млн. т менше, ніж при звичайному розливанні.
Літ.: Бойченко М. С., Рутес Ст С., Фульмахт Ст Ст, Безперервне розливання стали, М. 1961; Шварцмайер Ст, Безперервне розливання, пер.(переведення) з йому.(німецький), М., 1962; Германн Е., Безперервне литво, пер.(переведення) з йому.(німецький), М., 1961; Теорія безперервного розливання. Технологічні основи, М., 1971.