Блюмінг, блумінг (англ. blooming), високопродуктивний прокатний стан для обтискання сталевого злитка великого поперечного перетину масою до 12 т і більш в блюм . В деяких випадках Би. використовують для плющення слябів, а також фасонних заготовок (для крупних двотаврових балок, швелерів і ін.). На металургійних заводах Би. — проміжна ланка між сталеплавильними і прокатними цехами, що випускають готову продукцію. На сучасних заводах Би. працюють спільно з безперервними станами заготівок, які випускають заготівку для сортових станів. Би. характеризуються діаметром прокатних валків і бувають: одноклетьевиє — а) реверсивні двохвалкові (табл . ) — дуо (великі 1300—1150 мм, середні 900—950 мм і малі 800—750 мм ) і б) нереверсивні тривалкові — тріо 800—750 мм; здвоєні — з двох послідовно розташованих дуо-клітей з валяннями 1150 мм в першій кліті і 1000—900 мм в другій; безперервні — декілька послідовно розташованих нереверсивних дуо-клітей з валяннями 1000— 800 мм; спеціалізовані (одноклетьевиє реверсивні дуо) 1400—1350 мм, що випускають заготівку для широкополочних балок.
В СРСР на металургійних заводах великої продуктивності набули поширення Б. 1150 мм; на заводах середньої продуктивності — Б. 1000—900 мм. Малими Б. обжимають злитки масою від 1 до 3 т (у виробництві високоякісних легованих сталей і ін.). Вперше тріо-стани були застосовані для обтискання бессемерівських злитків в США А. Холлєєм (1871). У подальші роки Джон і Джордж Фріц, а також А. Холлей там же побудували механізовані тріо-блюмінги для плющення злитків невеликої маси. У Англії Рамсботомом був сконструйований (1880) дуо-реверсивній стан із змінним напрямом обертання валків для плющення злитків до 5 т і більш. Широкого поширення дуо-реверсивній стан набув завдяки електричному реверсивному приводу, запропонованому К. Ільчнером (1902). У СРСР БИ. виготовляють з 1931; перший радянський Би. введений в експлуатацію на Макіївському металургійному заводі (1933).
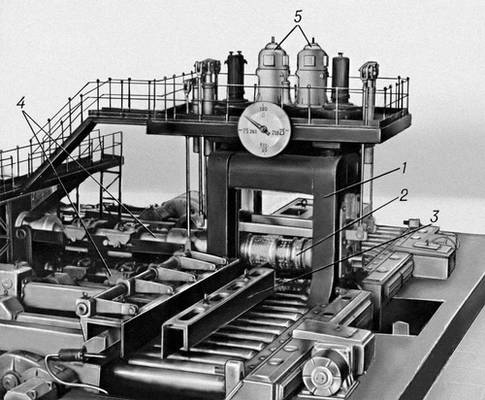
До складу власний Би. ( мал. 1 ) входять: робоча кліть, головні електродвигуни і механізми, що приводять в обертання валяння прокатні . До складу цеху Б. входить допоміжне устаткування (мостові крани, слітковоз, маніпулятори, рольганги) і ножиці для різання що виходить з Би. смуги на задані розміри. Робоча кліть складається з двох литих сталевих станин масою 60—105 т, які встановлені на фундаментних плитах (плітовінах); прокатних сталевих валків і їх підшипників; механізму для установки (підйому і опускання) верхнього валка і механізму для зміни валків. Загальна висота робочої кліті досягає 7—9 м. Обертання валків здійснюється від електродвигунів постійного струму. В БИ. з одним електродвигуном механізм, передавальний обертання валянням, складається з двох універсальних шпинделів, шестерінчастій кліті з двома зубчастими шестернями, розташованими одна над іншою, і корінної муфти, що зчіплює провідний вал шестерні з валом електродвигуна. У Б. новітній конструкції кожен робочий валок забезпечений індивідуальним електродвигуном; в цьому випадку обертання передається через пріводниє вали і універсальні шпинделі.
Технологічний процес плющення в цеху Б. включає: доставку гарячих злитків на ж.-д.(железнодорожний) платформах із сталеплавильного цеху до нагрівачів колодязям; підігрівання злитків у вертикальному положенні в колодязях до 1100—1300°С (залежно від марки стали); подачу кожного злитка на слітковозе до приймального рольгангу Б.; зважування злитка і подачу його по рольгангу до валянь Б.; плющення в 11—19 проходів з обтисканням 40—120 мм за прохід і проміжними кантівками на 90° (кантівка і переміщення смуги уздовж валків здійснюються маніпулятором). В смуги, що поступила до ножиць, відрізують передній і задній кінці після чого вона передається на стани заготівок . Часто смугу розрізають на окремі блюми або сляби, які передаються рольгангамі на холодильник і потім на склад. Вихід блюмів і слябів складає 85—90% мас злитків. Вживання Б. дозволяє розливати сталь в крупні злитки, підвищує якість готового прокату.
Структура більшості металургійних заводів, що випускають сортовий прокат, відповідає класичній схемі: Б. — стани безперервних заготівок — сортові стани. Головний агрегат сортового циклу — дуо-реверсивній Би., тому продуктивність всього циклу визначається продуктивністю Б.
Ряд заводів (наприклад, Коваль металургійний) добилися підвищення продуктивності дуо-реверсивного Б. при порівняно невисокій швидкості плющення (до 3—4 м/сек ) за рахунок максимальний можливого збільшення обтискання в кожному проході (до 100—150 мм ) . На інших заводах (наприклад, Магнітогорський металургійний, а також на заводах США, ФРН(Федеральна Республіка Німеччини) і ін.) підвищують продуктивність збільшенням швидкості плющення до 6—7 м/сек без істотного збільшення обтискання, що становить 60—90 мм за прохід.
В СРСР створені і встановлені потужні, повністю автоматизовані Б. 1300 мм ( мал. 2 ) з річною продуктивністю до 6 млн. т злитків на Криворізькому (1965) і Челябінському (1967) металургійних заводах. По рівню досягнутої продуктивності радянські Б. займають 1-е місце в світі.
Система автоматичного управління Б. складається з окремих автономних систем, кожна з яких управляє одним або групою механізмів і пов'язана з обчислювальною машиною. Остання отримує інформацію про роботі механізмів в процесі просування злитка уздовж лінії Б. і коректує параметри технологічного процесу і режими роботи устаткування. Це дозволяє збільшити продуктивність Би. за рахунок раціональнішого ведення плющення і забезпечує кращу якість металу; повніше використовується устаткування Б.
Вузькою ділянкою Б. була подача нагрітих злитків з колодязів на приймальний рольганг. У СРСР розроблена кільцева сліткоподача, що повністю задовольняє будь-яку продуктивність Би. У СРСР набула поширення відливка заготовок на установках безперервного розливання стали, що у багатьох випадках (особливо при великому обсязі виробництва) виявляється доцільнішим і економічнішим, ніж використання Б. Етот спосіб має ряд переваг (в порівнянні з Би.), що дозволяють понизити собівартість прокату на 7—10%. Робота декількох промислових установок безперервного розливання показала, що цей метод економічніший, ніж розливання металу у виливниці з подальшим плющенням злитків на Б. Перспектівно поєднання безперервного розливання з подальшим плющенням литих заготовок (блюмів).
Літ. : Целіків А. І., Смирнов Ст Ст, Прокатні стани, М., 1958; Прокатне виробництво, М., 1960; 3арощинський М. Л., Технологічні основи проектування прокатних станів, М., 1962; Королев А. А., Механічне устаткування прокатних цехів, 2 ізд [М.], 1965.