Непрерывная разливка стали, процесс получения из жидкой стали слитков-заготовок (для прокатки, ковки или прессования), формируемых непрерывно по мере поступления жидкого металла с одной стороны изложницы-кристаллизатора и удаления частично затвердевшей заготовки с противоположной стороны.
Н. р. с. имеет следующие преимущества перед обычной разливкой: на 10—15% сокращается расход металла на 1 т годного проката вследствие уменьшения обрези головной и донной частей заготовки; сокращаются капитальные затраты на сооружение металлургического завода, так как исключаются парк чугунных изложниц, отделения для их подготовки и извлечения слитков из изложниц, дорогостоящие блюминги или слябинги, на которых крупные слитки обжимаются в заготовку для последующей прокатки; создаются условия для полной механизации и автоматизации процесса разливки; благодаря ускорению затвердевания повышается степень однородности металла, улучшается его качество.
Способ получения продукции непосредственно из жидкого металла (так называемая бесслитковая прокатка) был предложен в 1855 Г. Бессемером. Экспериментальные работы, проведённые в этой области в ряде стран, не дали положительных результатов. Более перспективным оказался способ получения из жидкого металла не готового изделия, а промежуточной заготовки с размерами, как правило, меньшими, чем при отливке в изложницу. В 30-х гг. 20 в. начало развиваться непрерывное литьё через водоохлаждаемую изложницу-кристаллизатор заготовок из цветных металлов и сплавов, главным образом алюминиевых и медных. Стальные заготовки таким методом были впервые получены З. Юнгансом (Германия) в 1939. В СССР работы по освоению Н. р. с. были начаты в 1944, а в 1955 на Горьковском заводе «Красное Сормово» введена в эксплуатацию первая промышленная установка Н. р. с. (УНРС). В 1973 в СССР на 21 заводе имелось 36 УНРС; во всём мире работает свыше 500 УНРС (1973). Кроме СССР, большое распространение этот способ получил в США, Японии, ФРГ(Федеративная Республика Германии) и Италии.
При Н. р. с. жидкий металл поступает в сквозную изложницу-кристаллизатор (рис. 1). Стенки кристаллизатора (изготовляемого обычно из меди) интенсивно охлаждаются водой, циркулирующей по имеющимся в них каналам. В начале процесса в кристаллизатор вводится временное дно — так называемая затравка. Металл затвердевает у стенок кристаллизатора и у затравки, и оболочка заготовки начинает извлекаться из кристаллизатора с заданной скоростью. Сверху в кристаллизатор непрерывно подаётся жидкий металл в таком количестве, чтобы его уровень был постоянным в процессе всей разливки. Для уменьшения усилий вытягивания кристаллизатору сообщается возвратно-поступательное движение по продольной оси, а на его стенки подаётся смазка. Поверхность жидкого металла предохраняется от окисления слоем синтетического шлака или защитной атмосферой из инертного газа. Выходящая из кристаллизатора заготовка с жидкой сердцевиной попадает в зону вторичного охлаждения, где на её поверхность подаётся из форсунок распылённая вода. После затвердевания по всему сечению заготовка разрезается на части требуемой длины. Расстояние L (м) от уровня металла в кристаллизаторе до места, где заканчивается кристаллизация заготовки толщиной а (м), отливаемой со скоростью v (м/мин), равно: L = (240—340) a2×v. Значение коэффициента пропорциональности зависит от профиля и размера заготовки и от марки разливаемой стали.
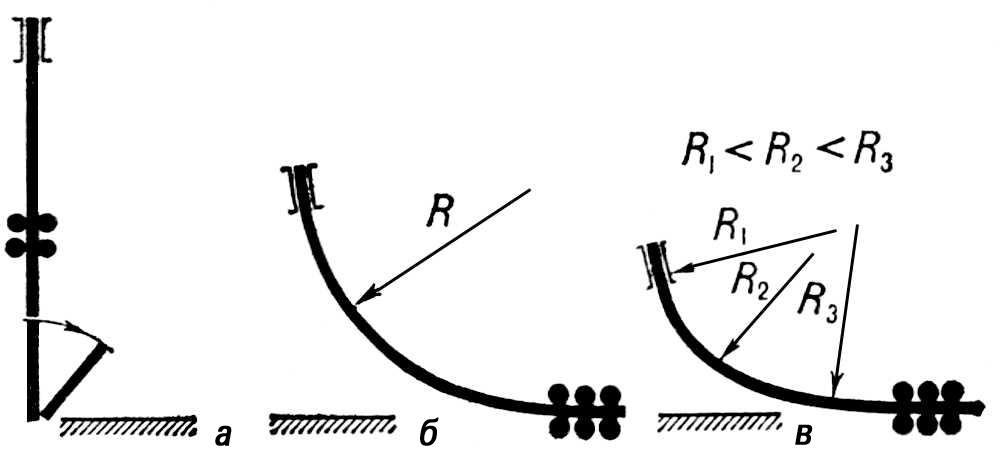
До 1963 в промышленном масштабе применялись УНРС вертикального типа (рис. 2, а), у которых формирование заготовки и резка её осуществлялись на вертикальном участке. При отливке заготовок относительно большой толщины участок её резки располагается на расстоянии 15—20 м от кристаллизатора, а общая высота установки может превышать 40 м. Для размещения такой установки требуется сооружение башен или колодцев. Стремление уменьшить высоту УНРС привело к созданию установок радиального (рис. 2, б) и криволинейного (рис. 2, в) типов. На радиальных УНРС кристаллизатор и направляющие устройства вторичного охлаждения расположены на дуге определённого радиуса (обычно радиус равен 30—40 толщинам отливаемой заготовки). В конце радиального участка заготовка проходит через правильно-тянущие ролики и выводится в горизонтальное положение, в котором производится резка на мерные длины. На УНРС криволинейного типа кристаллизатор и часть зоны вторичного охлаждения имеют постоянный радиус; затем радиус увеличивается и происходит постепенное выпрямление заготовки.
УНРС радиального и криволинейного типов, у которых неполностью затвердевшая заготовка выходит на горизонтальный участок, позволяют значительно повысить скорость разливки при крупных сечениях заготовки, так как участок резки может быть расположен на достаточно большом расстоянии от кристаллизатора (30—35 м). Общая высота таких установок, как правило, не превышает 12 м.
На УНРС отливаются заготовки квадратного сечения размером от 50x50 до 300x300 мм, плоские слябы толщиной от 50 до 300 мм и шириной от 300 до 2000 мм, круглые заготовки (сплошные и с внутренней полостью) диаметром от 100 до 550 мм, из которых получают трубы, сортовой и листовой прокат, поковки. Большая степень химической однородности по длине и поперечному сечению непрерывнолитых заготовок обеспечивает стабильные механические свойства и повышает надёжность работы металлоизделий. Благодаря своим преимуществам Н. р. с. принята в качестве основного способа разливки во всех вновь сооружаемых сталеплавильных цехах и будет широко использоваться при реконструкции действующих заводов. Наибольшая производительность УНРС обеспечивается при их работе в сочетании с кислородными конвертерами. В этом случае достигается равенство циклов выпуска стали из конвертера и разливки её на УНРС, благодаря чему жидкий металл может подаваться на установку непрерывно в течение длительного времени. В цехах с современными дуговыми печами, продолжительность плавки в которых выдерживается достаточно точно, также может быть организована разливка так называемым методом «плавка на плавку» (одна установка непрерывно принимает металл от нескольких печей). Перспективны агрегаты, в которых Н. р. с. совмещается с непрерывной прокаткой в едином потоке. При этом снижаются затраты энергии, повышаются качество слитка и выход годного, сокращается цикл производственных операций от выплавки стали до получения готового проката. Такие агрегаты уже вступили в эксплуатацию, как в СССР, так и за рубежом. В соответствии с прогнозом развития чёрной металлургии, к 1990 в СССР непрерывным способом будет разливаться около 60% всей выплавляемой стали; при этом мощностей по её производству потребуется на 30 млн. т меньше, чем при обычной разливке.
Лит.: Бойченко М. С., Рутес В. С., Фульмахт В. В., Непрерывная разливка стали, М., 1961; Шварцмайер В., Непрерывная разливка, пер.(перевод) с нем.(немецкий), М., 1962; Германн Э., Непрерывное литье, пер.(перевод) с нем.(немецкий), М., 1961; Теория непрерывной разливки. Технологические основы, М., 1971.