Плющення металів, спосіб обробки металів і металевих сплавів тиском, що полягає в обтисканні їх між валяннями , що обертаються, прокатних станів . Валяння мають переважно форму циліндрів, гладких або з нарізаними на них поглибленнями (струмками), які при поєднанні двох валків утворюють т.з. калібри (див. Валяння прокатні,Калібрування прокатних валків, Профілізація валків ).
Завдяки властивій П. безперервності робочого процесу вона є найбільш продуктивним методом додання виробам необхідної форми. При П. метал, як правило, піддається значній пластичній деформації стискування, у зв'язку з чим руйнується його первинна лита структура і замість неї утворюється структура, щільніша і дрібнозерниста, що обумовлює підвищення якості металу. Т. о., П. служить не лише для зміни форми оброблюваного металу, але і для поліпшення його структури і властивостей.
Як і ін. способи обробки металів тиском, П. заснована на використанні пластичності металів. Розрізняють гарячу, холодну і теплу П. Основная частину прокату (заготівка, сортовий і листовий метал, труби, кулі і т.д.) виробляється гарячішим за П. при початкових температурах: стали 1000—1300 °С, мідь 750—850 °С, латунь 600—800 °С, алюмінію і його сплавів 350—400 °С, титану і його сплавів 950—1100°С, цинку близько 150 °С. Холодна П. застосовується головним чином для виробництва листів і стрічки завтовшки менше 1,5—6 мм , прецизійних сортових профілів і труб; крім того, холодною П. піддають гарячекатаний метал для здобуття гладшої поверхні і кращих механічних властивостей, а також у зв'язку з трудністю нагріву і швидким охолодженням виробів малої товщини. Тепла П. на відміну від холодної відбувається при декілька підвищеній температурі з метою зниження зміцнення (наклепання) металу при його деформації.
В особливих випадках для оберігання поверхні прокатуваного виробу від окислення застосовують П. у вакуумі або в нейтральній атмосфері.
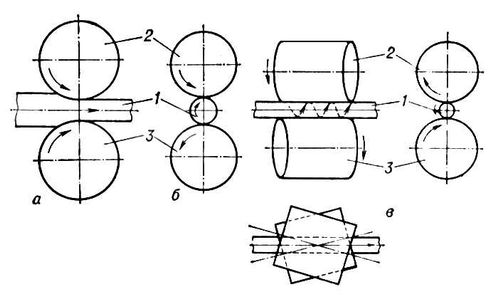
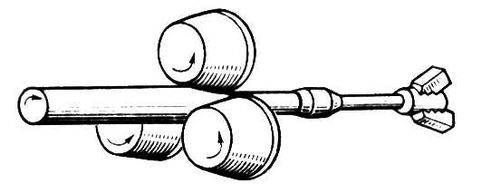
Відомі 3 основних способу П.: подовжня, поперечна і гвинтова (або коса). При подовжній П. ( мал. 1 , а) деформація оброблюваного виробу відбувається між валяннями, що обертаються в протилежних напрямах і розташованими в більшості випадків паралельно один іншому. Силами тертя, що виникають між поверхнею валків і прокатуваним металом він втягується в межвалковоє простір, піддававшись при цьому пластичній деформації. Подовжня П. має значно більше поширення, чим 2 ін. способу. Поперечна П. ( мал. 1 , би) і гвинтова (коса) П. ( мал. 1 , в) служать лише для обробки тіл обертання. При поперечній П. металу додається обертальний рух відносно його осі і, отже, він обробляється в поперечному напрямі. При гвинтовий П. унаслідок косого розташування валків металу, окрім обертального, додається ще поступальна хода у напрямі його осі. Якщо поступальна швидкість прокатуваного металу менше окружної швидкості унаслідок його обертання, П. називається також поперечно-гвинтовою, а якщо більше — подовжньо-гвинтовий. Поперечна П. застосовується для обробки зубів шестерень і деяких ін. деталей, поперечно-гвинтова — у виробництві цельнокатаних труб, куль, осей і ін. тіл обертання ( мал. 2 ). Подовжньо-гвинтова П. знаходить вживання при виробництві свердел.
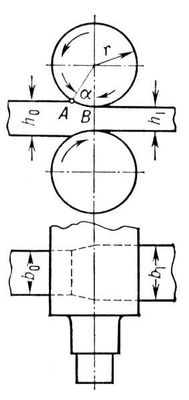
При подовжній П., коли метал проходіт між валяннями, висота його перетину зменшується, а довжина і ширина збільшуються ( мал. 3 ). Різниця висот перетину металу до і після проходу між валяннями наз.(назив) лінійним (абсолютним) обтисканням: D h = h 0 — h 1 .
Відношення цієї величини до первинної висоти h 0 , виражене у відсотках, називається відносним обтисканням; за 1 прохід воно зазвичай складає 10—60%, а інколи і більше (до 90%). Збільшення довжини прокатуваного металу характеризується коефіцієнтом витягу l (відношення довжини металу після його виходу з валків до первинної довжини). Деформація прокатуваного металу у напрямі ширини його перетину називається розширенням (різниця між шириною перетину до і після П.). Розширення зростає з підвищенням обтискання, діаметру валків і коефіцієнта тертя між металом і поверхнею валків.
Область (об'єм) між валяннями, в якій прокатуваний метал безпосередньо з ними стикається, називається вогнищем деформації; тут відбуваються обтискання металу. Невеликі ділянки, що примикають з обох боків до вогнища деформації, називаються внеконтактнимі зонами деформації; у них метал деформується лише в незначній мірі. Вогнище деформації складається з двох основних ділянок: зони відставання, в якій середня швидкість металу менше горизонтальної складової окружної швидкості валків, і зона випередження, в якій швидкість металу відносно вище. Тому швидкість виходу прокатуваного металу з валків дещо більше (на 2—6%) їх окружної швидкості. Кордон між цими зонами називається нейтральним перетином. Сили тертя, що діють на прокатуваний матеріал від валків, в зоні відставання направлені по його руху, в зоні випередження — проти. Захват металу валяннями і стабільність протікання процесу обумовлюються силами тертя, що виникають на контактній поверхні металу з валяннями. Для захвату необхідно, щоб тангенс кута захвату а, тобто кута між радіусами, проведеними від осі валків до точок А і В (см. мал.(малюнок) 3 ), не перевищив коефіцієнта тертя: tga £ m. У тих випадках, коли до чистоти поверхні виробів не пред'являють високих вимог, для збільшення кута захвату (а отже, і обтискання) поверхні валків додається шорсткість шляхом насічки.
Практично кути захвату знаходяться в наступних межах: при гарячіше за П. в гладких валяннях 20—26°, в насічених — 27—34°; при холодній П. з мастилом — 3—6°.
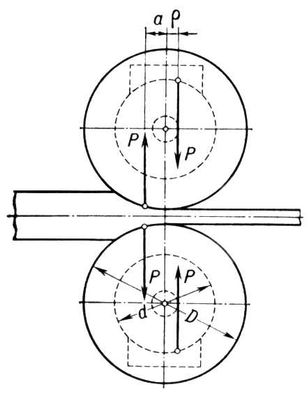
Зусилля на валяння при П. визначається як твір контактної поверхні на середнє питоме зусилля Р = F × p cp (питоме зусилля розподілене по контактних поверхнях нерівномірно: його максимум знаходиться поблизу нейтрального перетину, а у напрямку до входу і виходу металу з валків питоме зусилля зменшується). При П. смуг прямокутного перетину контактна поверхня розраховується по формулі, де r — радіус валка. При холодній П. смуг дійсна контактна поверхня більше із-за пружного стискування валків в місцях зіткнення з прокатуваним металом. Середнє питоме зусилля, називається також нормальною контактною напругою, залежить від великого числа чинників і може бути виражене формулою p cp = n 1 × n 2 × n 3 ×s, де n 1 — коефіцієнт напруженого стану металу залежний головним чином від відношення довжини дуги захвату, тобто дуги між точками А і В на колі перетину валка (см. мал.(малюнок) 3 ), до середньої товщини прокатуваної смуги і її ширини, від коефіцієнта тертя і від натягнення прокатуваного металу (натягнення широко застосовується при холодній П.); n 2 — коефіцієнт, що враховує вплив швидкості П.: n 3 , — коефіцієнт, що враховує вплив величини наклепання металу; s — межа текучості (опір деформації) оброблюваного металу при температурі плющення. Найбільше значення має коефіцієнт n 1 , що змінюється залежно від вказаних вище чинників в широких межах (0,8—8); чим більше сили тертя на контактних поверхнях і менше товщина прокатуваного металу, тим вище цей коефіцієнт. У практичних розрахунках приймається при гарячіше П. n 3 = 1, а при холодною n 2 = 1. Для вуглецевих сталей при гарячіше за П. середнє питоме зусилля знаходиться в межах 100—300 н / м 2 (10—30 кгс / мм 2 ), при холодній П. 800—1500 н / м 2 (80—150 кгс / мм 2 ). Рівнодійні зусилля на валяння за найбільш поширених умов П. направлені паралельно лінії, що сполучає осі валків, тобто вертикально ( мал. 4 ).
Зв'язок між зусиллям Р і моментом М-коду, необхідним для обертання кожного валка, визначається формулою М-коду = Р ( а + r), де а — плече сили Р, що знаходиться в межах (0,35—0,5), а r — радіус круга тертя підшипників валків, рівний твору коефіцієнта тертя підшипника на радіус його цапфи. Зусилля на валок при П. сталевого дроту, вузьких сталевих смуг складає близько 200—1000 кн (20—100 тс ) , а при П. листів шириною 2—2,5 м-коду доходить до 30— 60 Мн (3000—6000 тс ) . Момент, необхідний для обертання обох валків при П. сталевого дроту і дрібних сортових профілів, складає 40— 80 кн × м-код (4—8 тс × м-код ), а при П. слябів і широких листів досягає 6000—9000 кн×м (600—900 тс × м-код ).
Про П. різних сталевих профілів і профілів з кольорових металів і сплавів див.(дивися) в ст. Прокатне виробництво .
Літ.: Целіків А. І., Основи теорії плющення, М., 1965; Смирнов Ст С., Теорія плющення, М., 1967; Целіків А. І., Грішков А. І., Теорія плющення, М. 1970; Тетерін П. До., Теорія поперечно-гвинтового плющення, М., 1971; Третяків А. Ст, Зюзін Ст І., Механічні властивості металів і сплавів при обробці тиском, М., 1973; Луговськой Ст М., Алгоритми систем автоматизації листових станів, М., 1974.