Прокатне виробництво, здобуття дорогою плющення із сталі і інших металів різних виробів і напівфабрикатів, а також додаткова обробка їх з метою підвищення якості (термічна обробка, труїть, нанесення покриттів). У промислових країнах плющенню піддається більше 4 / 5 сталі, що виплавляється. П. п. зазвичай організовується на металургійних заводах (рідше на машинобудівних); як правило, особливо в чорній металургії, є завершуючою ланкою циклу виробництва (див. Металургія ; про П. п. як галузь металургійної промисловості див.(дивися) в статтях Чорна металургія,Кольорова металургія ).
До основних видів прокату відносяться: напівпродукт, або заготівка, листовий і сортовий прокат, катані труби, заготовки деталей машин (особливі види прокату) — колеса, кільця, осі, свердла, кулі, профілі змінного перетину і ін. Перелік прокатуваних виробів з вказівкою розмірів званим сортаментом прокату, велика частина якого в СРСР стандартізована. Основна кількість прокату виготовляється з низковуглецевої сталі, деяка частина — з легованої сталі і сталі з підвищеним (більше 0,4%) вмістом вуглецю. Прокат кольорових металів виробляється головним чином у вигляді листів, стрічки і дроту; труби і сортові профілі з кольорових металів виготовляються переважно пресуванням (див. Пресування металів ).
Плющення стали. виробництво сталевого прокату на сучасному металургійному заводі здійснюється двома способами. При першому вихідним матеріалом служать злитки (відлиті у виливниці), які переробляються в готовий прокат зазвичай в 2 стадії. Спочатку злитки нагрівають і прокатують на обтискових станах в заготівку. Після огляду заготівки і видалення поверхневих дефектів (заходів, тріщин і т.п.) виробляють повторний нагрів і плющення готової продукції на спеціалізованих станах. Розміри і форма перетину заготівки залежать від її призначення: для плющення листового і смугового металу застосовують заготівки прямокутного перетину шириною 400—2500 мм і товщиною 75—600 мм, звані слябами ; для сортового металу — заготівки квадратного перетину розміром приблизно від 60´60 см до 400´400 мм , а для цельнокатаних труб — круглого перетину діаметром 80—350 мм .
При другому способі, вживаному з середини 20 ст, плющення вихідної заготівки замінюється безперервним литвом (розливанням) на спеціальних машинах. Після огляду і видалення дефектів заготівка, як і при першому способі, поступає на стани для плющення готової продукції. Завдяки вживанню безперервно-литої заготівки скасовуються слябінги і блюмінги, підвищується якість прокату, усуваються втрати на обрізання головної частини злитка, що доходять в злитків спокійної сталі до 15—20%.
Переваги вживання безперервно-литої заготівки у виробництві прокату стають ще значнішими при поєднанні процесів безперервного литва і плющення в одному нерозривному потоці. Для цієї цілі створені літейно-прокатні агрегати, в яких злиток на виході з кристалізатора не піддається розрізанню, проходіт пекти, де вирівнюється температура по перетину, і потім поступає у валяння прокатного стану. Т. о. здійснюється процес кристалізації і плющення безконечного злитка, тобто пепреривноє виробництво прокату з рідкого металу. Процес набув широкого поширення при плющенні кольорових металів; він застосовується також для виробництва сталевої заготівки невеликих перетинів (приблизно менш ніж 150´150 мм ) підвищеної якості. Основна трудність в розвитку цього процесу полягає у відносно низької швидкості виходу злитка з кристалізатора (1—6 м-кодів/мін ), що не дозволяє повною мірою використовувати виробничі можливості безперервного прокатного стану.
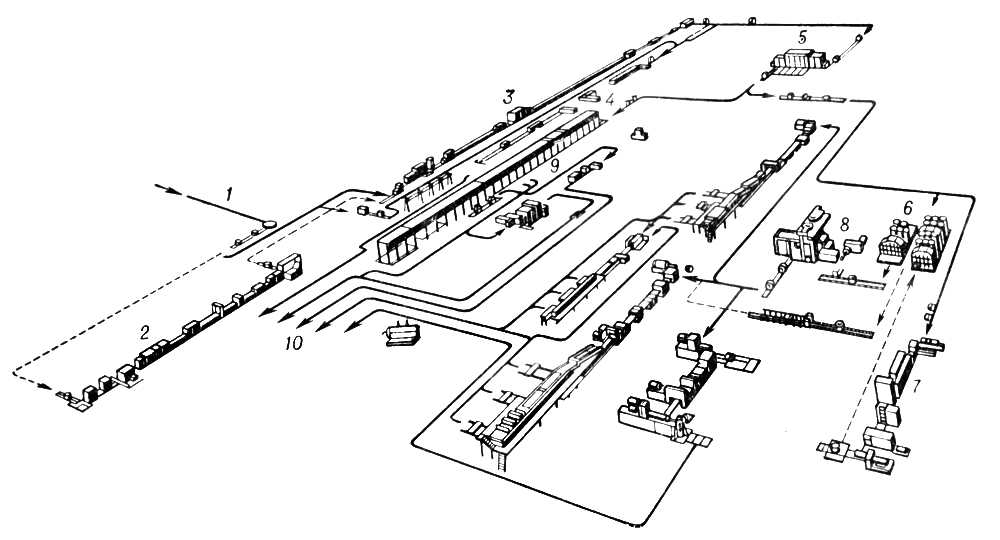
Плющення листового металу виробляється з катаних або безперервно-литих слябів і лише листів завтовшки понад 50—100 мм — безпосередньо із злитків або кованих слябів. У технологічний процес входять наступні основні операції: подача слябів із складу до нагрівальних печей; нагріваючи; подача по рольгангу до робочої кліті стану і плющення в декілька проходів (пропусків між валяннями), причому в перші проходи для здобуття листів необхідної ширини сляб інколи подається у валяння упоперек або під кутом; правка на роликових правильних машинах; охолоджування на холодильниках; контроль і розмітка; обрізання подовжніх кромок; обрізання кінців, розрізання на листи певної довжини; інколи термічна обробка і фарбування; відправка на склад готової продукції.
Листи завтовшки від 4 до 50 мм і плити завтовшки до 350 мм прокатуються на толстолістових або броньових станах, що складаються з однієї або двох робочих клітей, а листи завтовшки від 1,2 до 20 мм — на значно продуктивніших безперервних станах, на яких листи виходять у вигляді довгих (більше 500 м-код ) смуг; при виході з останньої кліті стану смуги змотуються в рулон. Листи завтовшки менше 1,5—3 мм вигідно прокатувати в холодному стані, тому подальше зменшення товщини аркуша здійснюється зазвичай на станах холодного плющення. Для цього рулони після їх здобуття на безперервних станах гарячого плющення транспортуються в цех холодного плющення, де з поверхні металу віддаляється окалина (у лінії того, що безперервного труїть), потім обрізуються кінці і виробляється стиковка (електрична контактна зварка) для повної безперервності подальшого процесу. Труєні рулони розмотуються і в декілька проходів обжимаються до необхідної товщини (загальне обтискання для низковуглецевої сталі доходить до 75—90%). Плющення здійснюється на безперервних станах, що складаються з 4 або 6 чотиривалкових клітей, або на реверсивних станах одних клітей. Після холодного плющення смугу відпалюють для усунення наклепання, потім піддають дресируванню, правці, різанню на листи і упаковці ( мал. 1 ).
Плющення сортового металу включає следубющие основні операції: нагріваючи до 1100—1250 °С; подачу нагрітої заготівки до робочих клітей і плющення в декілька проходів в калібрах, що поступово наближають перетин вихідної заготівки до перетину готового профілю; різання прокату на пилах або ножицях на частини необхідної довжини або змотування в бунти; охолоджування на холодильниках; правку на роликових правильних машинах; контроль і відправку на склад готової продукції.
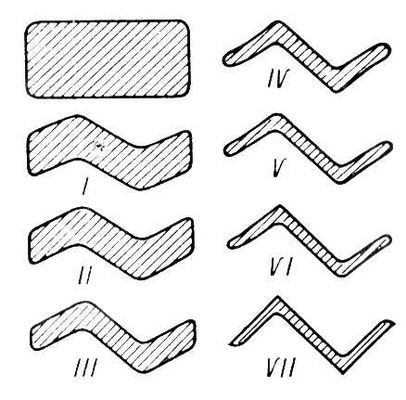
Число проходів вибирається залежно від розмірів і форми перетину вихідної заготівки і готового профілю і складає: для рейок зазвичай 9, балок 9—13, кутових і інших сортових профілів, наприклад зетообразного ( мал. 2 ), 5—12, дроту 15—21. Виконання вказаних технологічних операцій виробляється на спеціалізованих сортових прокатних станах, що є потоковою автоматичною системою різних машин.
Плющення (гаряча) труб складається з 3 основних і декількох допоміжних операцій. Перша операція (прошивка ) — утворення отвору в заготівці або злитку; в результаті виходить товстостінна труба, звана гільзою. Друга операція (розкочування ) — подовження прошитої заготівки і зменшення товщини її стінки приблизно до потрібних в готовій трубі розмірів. Обидві операції здійснюються з одного нагріву, але на різних прокатних станах, встановлених поруч і вхідних в загальну систему машин трубопрокатного агрегату . Перша операція виконується на прошивних станах гвинтового плющення між бочкоподібними або дисковими валяннями на короткому облямовуванні, друга — на різних прокатних станах: безперервних, пілігрімових, автоматичних і трех-валкових станах гвинтового плющення. Третя операція — калібрування (або редукування ) труб після розкочування. Калібрування здійснюється на калібрувальних станах, потім труби охолоджуються правятся, контролюються і розрізають на шматки певної довжини. Труби діаметром менше 65—70 мм піддаються додатковому гарячому плющенню на редукційних станах. З метою зменшення товщини стінки і діаметру, набуття вищих механічних властивостей, гладкої поверхні і точних розмірів труби після гарячого плющення піддаються холодному плющенню на спеціальних станах, а також волочінню.
Плющення заготовок деталей машин (штучних виробів) знаходить широке вживання головним чином у виробництві різних тіл обертання і профілів змінного перетину: вагонних коліс, осей, бандажів, кілець для підшипників кочення, куль, зубчастих коліс, гвинтів, свердел і т.д. При цьому інколи плющення використовується для виконання лише однієї операції в комбінації з куванням або штампуванням.
Плющення кольорових металів. Найбільше вживання отримала плющення листів, стрічки, фольги і дроту з алюмінію, міді, магнію, цинку і їх сплавів.
В технологічний процес плющення листів з алюмінієвих сплавів входять наступні основні операції: предварітельнаяалепрокатка плоских безперервно-литих злитків масою 0,5—5 т з обтисканням близько 10% для вирівнювання їх поверхні; правка на роликових правильних машинах; фрезерування для здобуття чистої і гладкої поверхні; накладення з обох сторін злитка алюмінієвих листів; нагріваючи; гаряче плющення з плакированієм до товщини 4—12 мм з подальшим згортанням в рулони; відпал і холодне плющення. Після холодного плющення рулони розмотуються і ріжуться на листи, які потім гартують, труять, прокатують повторно в холодному стані для прогладки або здобуття наклепання, труять розрізають і упаковують.
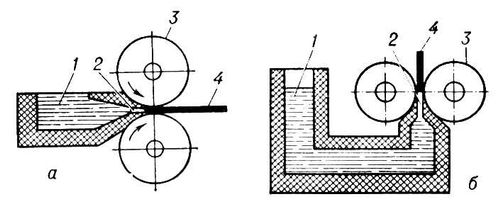
На початку 60-х рр. 20 ст був розроблений новий процес плющення листів з алюмінію і його сплавів. Особливість цього процесу полягає в поєднанні безперервного литва з плющенням. Вихідним матеріалом служить рідкий алюміній, який поступає через розподільну проводку в межвалковоє простір, утворений між двома горизонтальними валяннями ( мал. 3 ). Алюміній, стикаючись з валяннями кристалізується, а смуга, що утворюється, безперервно виходить з валків стану. Валяння можуть бути розташовані як у вертикальній плоскості, так і в горизонтальній. У першому випадку алюміній підводиться збоку, а в другому — знизу. Цим методом успішно виготовляються смуги товщиною 8—12 мм , шириною 1000—1600 мм , які потім змотують в рулони. Вживання такої технології замість плющення смуги з крупних злитків дає великий економічний ефект.
Вихідною заготівкою при плющенні листів і внеску з міді і латуні служать плоскі злитки масою близько 0,5—1 т , товщиною 100—150 мм , які прокатуються в гарячому стані до товщини 10—15 мм. Прокатані листи фрезерують для видалення поверхневих дефектів і потім піддають холодному плющенню з проміжним відпалом при 450—800 °С.
Для виробництва катанки з алюмінієвих і мідних сплавів найбільш ефективний спосіб безперервного литва, поєднаний з плющенням на безперервному стані.
Технічний прогрес в області П. п. характеризується в першу чергу підвищенням якості прокатуваних виробів, яка забезпечувала б найбільш ефективне використання металу споживачем. З цією метою прокатуваному виробу додається можливо раціональніша форма, сприяюча зниженню його маси, розширюється виробництво економічних профілів прокату, підвищується точність його розмірів, покращуються прочностниє і ін. властивості металу, на його поверхню наносяться ефективні захисні покриття. Одночасно знижується вартість виробничих витрат шляхом впровадження безперервних процесів (від рідкого металу до готового прокату), підвищення швидкості плющення і автоматизації всіх технологічних процесів.
Літ.: Прокатне виробництво. Довідник, під ред. Е. С. Рокотяна, т, 1—2, М., 1962; Прокатне виробництво, 2 видавництва, М., 1968; Higgins R. A., Engineering metallurgy, 2 ed., pt 2, L., 1970; Holub J., Pžicné klinové válcováni, Praha, 1972.