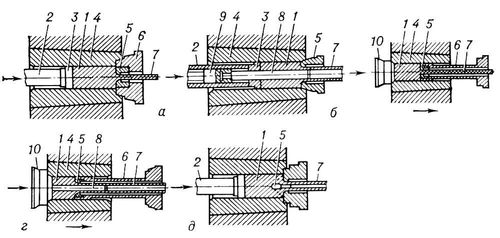
Пресування металів, спосіб обробки тиском, що полягає у витискуванні (екструдуванні) металу із замкнутої порожнини (контейнера) через отвір матриці, форма і розміри якого визначають перетин пресованого профілю. При П. м. створюється високий гідростатичний тиск, унаслідок чого значно підвищується пластичність металу. Пресуванням можна обробляти багато крихких матеріалів, що не піддаються обробці іншими способами (плющенням, куванням, волочінням). Розрізняють наступні види П. м. ( мал. ): з прямим виділенням металу (напрям руху металу збігається з напрямом руху пресу-шайби — схеми а і би ) і із зворотним (метал тече назустріч руху матриці, яка виконує також функції пресу-шайби, — схеми в і г ).
При П. м. з прямим виділенням профілю суцільного перетину прес-штемпель через прес-шайбу передає тиск на заготівку, що знаходиться в контейнері. При цьому метал заготівки видавлюється в отвір матриці, закріпленої в матрицетримачі, і утворює профіль. Швидкість виділення профілю в стільки раз перевищує швидкість руху пресу-штемпеля (швидкість пресування), в скільки разів площа перетину порожнини контейнера більше площі отвору в матриці. Відношення вказаних площ називається коефіцієнтом витяги. При пресуванні труби з прямим виділенням метал заготівки видавлюється в кільцевий зазор між матрицею і голкою, утворюючи трубу заданої конфігурації. В цьому випадку заготівка переміщається не лише відносно контейнера, але і відносно голки.
При П. м. із зворотним виділенням силова дія на заготівку здійснюється через контейнер, одержуючий рух в напрямі, вказаному стрілкою, через укорочений прес-штемпель — пробку, що замикає контейнер. З ін. сторони контейнер закривається подовженим матрицетримачем, в якому закріплена матриця. При переміщенні контейнера разом з ним переміщається заготівка, і метал видавлюється в канал матриці, утворюючи профіль.
При П. м. з прямим виділенням унаслідок тертя металу об поверхню контейнера периферійні шари заготівки випробовують значно вищі сдвіговиє деформації, ніж центральні шари. Нерівномірність деформації приводить до відмінності структури і властивостей по перетину виробу; особливо помітно це при пресуванні прутков великого діаметру. При П. м. із зворотним виділенням тертя металу об поверхню контейнера відсутнє, унаслідок чого нерівномірність структури і властивостей по перетину виробу значно менша. Крім того, при зворотному виділенні значно менше зусилля, потрібні для П. м., завдяки чому можливе зниження температури нагріву заготовок і підвищення швидкості процесу.
Для здобуття труб і порожнистих профілів з алюмінієвих і магнієвих, а в деяких випадках мідних і титанових сплавів використовується також П. м. із зваркою ( схема д ) . Заготівка під тиском, передаваним пресом-штемпелем, розтинається гребенем матриці залежно від його конструкції на 2 або декілька потоків металу. Ці потоки потім під дією високого тиску зварюються, охоплюючи суцільною масою голку матриці, виконану за одне ціле з гребенем. Остаточно труба формується в кільцевому зазорі між матрицею і голкою.
Існують і інші способи пресування: труб з суцільної заготівки з попередньою прошивкою її голкою; суцільних і порожнистих профілів плавно-змінного або ступінчасто-змінного перетину; широких ребристих листів (панелей) з плоского (щілинного) контейнера і т.д. Промислове вживання знаходить також гідростатичне П. м. (гидроекструзія), при якому тиск на заготівку передається через рідину. При цьому способі силове поле створюється рідиною високого тиску, що подається в контейнер від зовнішнього джерела, або тиском на рідину ущільненого пресу-штемпеля. У сучасних установках для гідростатичного П. м. тиск рідини в контейнері досягає приблизно 3 Гн/м 2 (30 000 кгс/см 2 ) .
П. м. здійснюється як з попереднім нагрівом заготівки і інструменту, так і без нагріву. Холодне пресування (тобто без нагріву) використовують при обробці легкодеформіруємих металів (олова, свинцю, чистого алюмінію). Холодне гідростатичне пресування унаслідок вельми високого тиску і відсутності тертя заготівки об поверхню контейнера дозволяє обробляти і більш труднодеформіруємиє метали і сплави (дуралюміни, мідні сплави стали). Гарячим пресуванням отримують вироби з різних металів і сплавів: алюмінієвих, титанових, мідних, нікелевих, а також тугоплавких металів. Найбільш високі температури нагріву заготовок (до 1600—1800 °С) використовують при пресуванні вольфраму і молібдену.
П. м. здійснюють на горизонтальних гідравлічних пресах ; рідше, в основному при пресуванні труб і гидроекструзії, використовують вертикальні гідравлічні преси. В деяких випадках для холодного пресування труб з легкодеформіруємих металів використовують преси з механічним приводом. П. м. дозволяє отримувати суцільні профілі з площею перетину 0,3—1500 см 2 і діаметром описаного кола 1,5—90 см, круглі прутки діаметром 0,6—60 см і труби діаметром 0,8—120 см з товщиною стінки 0,1—10 див.
Літ.: Перлін І. Л., Теорія пресування металів, М., 1964; Прозоров Л. Ст, Пресування стали і тугоплавких сплавів, 2 видавництва, М., 1969: Жолобов Ст Ст, Зверев Р. І., Пресування металів, 2 видавництва, М., 1971; Ерманок М. З., Виробництво порожнистих профілів з алюмінієвих сплавів пресуванням із зваркою, М., 1972; Колпашников А. І., Вялов Ст А., Гидропрессованіє металів, М., 1973.