Трубопрокатний агрегат , трубопрокатний стан, система прокатних станів і ін. машин, службовців для виконання всього технологічного процесу виробництва металевих цельнокатаних (безшовних) труб, починаючи від транспортування вихідної продукції із складу і кінчаючи контролем якості труб і відправкою їх споживачеві.
Основні операції, що виконуються Т. а.: нагрів вихідної продукції (злитків або круглої заготівки), прошивка, зазвичай на прошивному прокатному стані з освітою в центрі подовжнього круглого отвору, подальша розкочування отриманої гільзи на подовжувальному стані (з метою збільшення її довжини і зменшення товщини стінки), калібрування, правка обрізання кінців і контроль якості готової продукції. Всі машини, що виконують ці операції, зв'язані між собою транспортними механізмами, що забезпечують повну автоматизацію і потокову виробництва.
Розмір Т. а. визначається найбільшим діаметром прокатуваних труб, а тип Т. а. — в основному пристроєм подовжувального стану. За цією ознакою розрізняють Т. а. 4 основних типів: з безперервним, короткооправочним, тривалковим і пілігрімовим подовжувальним станом.
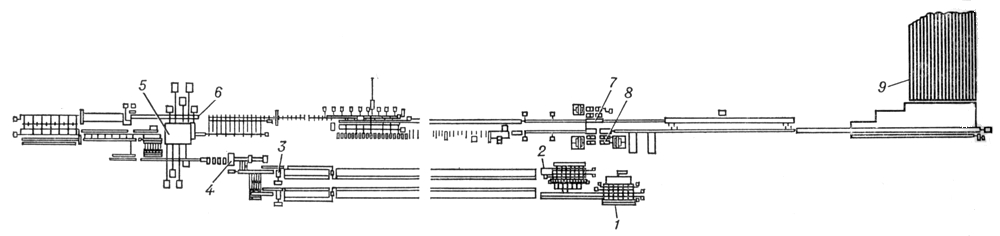
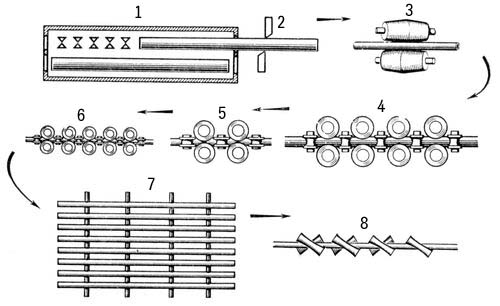
Т. а. з безперервним подовжувальним станом найбільш продуктивні і приблизно з 50-х рр. 20 ст отримали широке вживання для плющення труб діаметром до 110 мм . У розробці сучасних Т. а. такого типа велика роль належить радянському верстатобудуванню, що створило в 60-х рр. 2 унікальних Т. а. з рекордною продуктивністю (400—600 тис. т в рік) і що успішно працюють на Первоуральськом новотрубном і Никопольськом південнотрубному заводах. Безперервний подовжувальний стан, що встановлюється за прошивним, складається зазвичай з 9 робочих клітей, де гільза, отримана на прошивному стані, без проміжного нагріву прокатується на довгому облямовуванні в тонкостінну трубу ( мал. 1 і 2 ). Завдяки безперервності процесу і великої швидкості плющення на цьому стані прокатують в годину до 400 труб завдовжки більше 25—30 м-код . За безперервним станом встановлюються машина для витягання з труб облямовувань, пила для обрізання кінців труб, пекти (індукційна) для підігрівання, калібрувальний стан і транспортер для охолоджування труб. На цих Т. а. з метою досягнення вищої продуктивності зазвичай прокатують труби найбільшого діаметру. Для здобуття труб необхідного діаметру паралельно калібрувальному стану встановлюється редукційний безперервний стан, де відбувається додаткове плющення труб (до потрібного діаметру). Після охолоджування труби поступають в систему обробних машин, де вони правятся, розрізають на частини, термічно обробляються, контролюються, упаковуються, і вирушають споживачеві.
Т. а. з короткооправочним подовжувальним станом були вперше розроблені (кінець 19 — почало 20 вв.(століття)) Р. Штіфелем (Швеція), тому їх називають також агрегатами Штіфеля. Вони застосовуються для виробництва труб діаметром 60—450 мм і більш. Вихідним матеріалом служить катана заготівка круглого перетину.
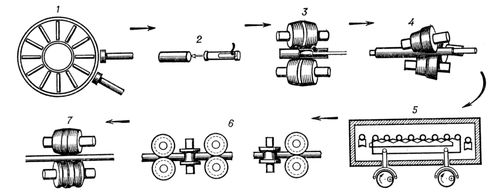
До складу Т. а. з короткооправочним станом ( мал. 3 ) входить прошивний стан, а при плющенні труб діаметром більше 200—300 мм — 2 таких стану (2-м призначений для зменшення товщини стінки і збільшення діаметру гільзи). За прошивним станом встановлюється коротко-довідковий стан (званий також автоматичним), що є одноклетьевой стан-дуо з валяннями діаметром 650—1100 мм . Труба прокатується на короткому облямовуванні, розташованому в калібрі між валяннями, на кінці довгої штанги; товщина стінки труби зменшується в результаті її деформації між валяннями і облямовуванням. Для повторного проходу в тій же кліті труба повертається і подається знов. Паралельно з цим станом розташовані 2 гуркотах стану, в які труби поступають по черзі. На цих станах труби піддаються додатковому гвинтовому плющенню на короткому облямовуванні з метою здобуття стінки більш рівномірної (по колу) товщини. За станами гуркотів встановлюються многоклетьевой калібрувальний стан, транспортер безперервної дії для охолоджування труб і далі система обробних машин, як в Т. а. з безперервним станом.
В 1975 радянські верстатобудування удосконалили ці Т. а.: замість одноклетьевого двопрохідного короткооправочного стану застосований так званий тандем — 2 короткооправочниє кліті розташовані одна за одною. Усунення поворотного руху труби дозволило підвищити продуктивність агрегатів і точність розмірів прокатуваних труб.
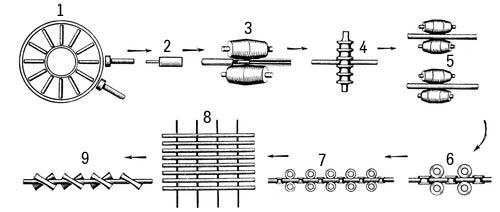
Т. а. з тривалковим подовжувальним станом застосовуються для здобуття товстостінних труб із зниженою разностенностью, діаметром 35—200 мм , призначених головним чином для виробництва кілець підшипників кочення. Ці стани, розроблені В. Асселом (США), вперше були застосовані в 20-х рр. 20 ст Відмітною особливість Т. а. з тривалковим станом полягає у вживанні для подовження гільзи стану гвинтового плющення ( мал. 4 ), що має 3 конічних валяння діаметром 250—500 мм , розташованих під кутом до осі прокатуваної труби і що обертаються в одному напрямі. Труба, що знаходиться між валяннями, обертається в протилежному напрямі і одночасно рухається уздовж осі. При такому гвинтовому переміщенні труби се стінка деформується між валяннями і довгим циліндровим облямовуванням, завдяки чому товщина стінки зменшується, а довжина труби збільшується. Далі по ходу процесу встановлюються машина для витягання з труб облямовувань, пекти для підігрівання труб, тривалковий калібрувальний стан і система обробних машин.
Т. а. з пілігрімовим станом знаходять вживання головним чином для виробництва безшовних труб великих діаметрів (400—700 мм ). Початковим матеріалом служать злитки круглого перетину — суцільні, відлиті у виливницях, або порожнисті, відлиті безперервним методом, а також порожнисті заготовки, отримані на гідравлічних пресах. Після нагріву злитки прокатуються спочатку на прошивному стані, а потім на подовжувальному пілігрімовом стані, званому також пільгерним. Стан двохвалковий з періодичним калібруванням валків. Плющення ведеться на циліндровому облямовуванні, з кроковою подачею труби при кожному оберті валків спеціальним механізмом. Після плющення труби підігріваються, а потім калібруються, правятся і піддаються остаточній обробці.