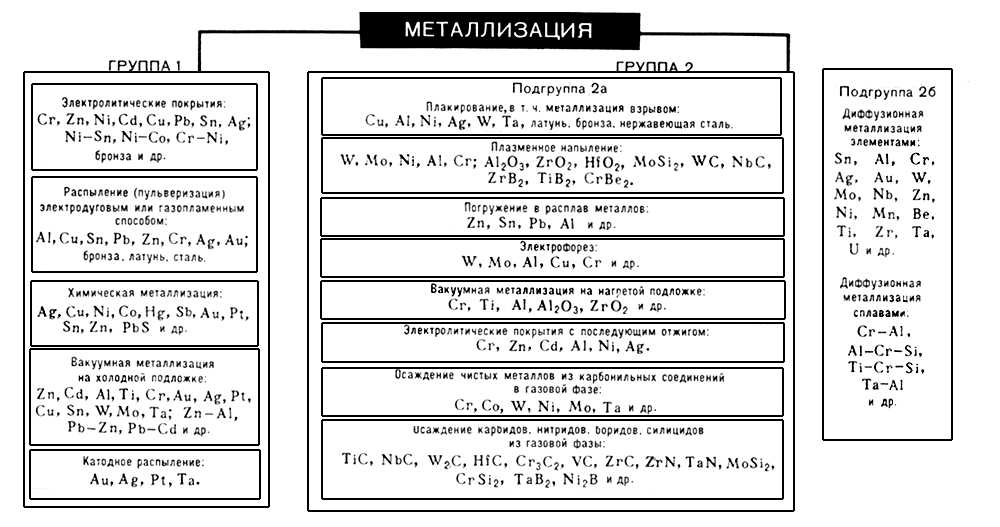
Металізація, покриття поверхні виробу металами і сплавами для повідомлення физико-хімічних і механічних властивостей, відмінних від властивостей матеріалу, що металізується (початкового). М. застосовують для захисту виробів від корозії, зносу, ерозії, в декоративних і ін. цілях. За принципом взаємодії поверхні (підкладки), що металізується, з металом, що наноситься, розрізняють М., при якій зчеплення покриття з основою (підкладкою) здійснюється механічно — силами адгезії (див. таблиці., група 1), і М., при якій зчеплення забезпечується силами металевого зв'язку (група 2): з утворенням дифузійної зони на кордоні поверхонь, що сполучаються, за межами якого покриття складається з накладеного шару металу або сплаву (підгрупа 2а), і з утворенням дифузійної зони в межах всього шару покриття (підгрупа 2б).
Технологія М. по типах 1 і 2а передбачає накладення шаруючи речовини на поверхню холодного або нагрітого до відносно невисоких температур виробу. До цих видів М. відносяться: електролітичні (див. Гальванотехніка ) , хімічні, газополум'яні процеси здобуття покриттів (див. Напилення ); нанесення покриттів плакированієм, осадженням хімічних сполук з газової фази, електрофорезом ; вакуумна М.; М. вибухом, дією променів лазера, плазми, зануренням в розплавлені метали і ін. способи. У цих процесах М. супроводиться зміною геометрії і розмірів виробу відповідно товщині шару металу, що наноситься, або сплаву. Технологія М. за типом 2б передбачає дифузійне насичення металевими елементами поверхні деталей, нагрітих до високих температур, в результаті якого в зоні дифузії елементу утворюється сплав (див. Дифузійна металізація ) . В цьому випадку геометрія і розміри деталі, що металізується, практично не міняються.
М. виробів за типом 1 виробляється в декоративних цілях, для підвищення твердості і зносостійкості, для захисту від корозії. Із-за слабкого зчеплення покриття з підкладкою цей вигляд М. недоцільно застосовувати для деталей, що працюють в умовах великих навантажень і температур. М. деталей за типом 2 додає їм високу твердість і зносостійкість, високу корозійну і ерозійну стійкість, жаростійкість, необхідні теплофізичні і електричні властивості. М. за типом 2б застосовується для деталей, що зазнають дію значної механічної напруги (статичних, динамічних, знакозмінних) при низьких і високих температурах. Ці види М., за деяким винятком, використовуються для нанесення захисного шару на підкладки з різних металів, сплавів і неметалічних матеріалів (пластмаси, стекла, кераміка, папір, тканини і ін.). М. знаходить вживання в електротехніці. радіоелектроніці, оптиці, ракетній техніці, автомобільній промисловості, суднобудуванні, літакобудуванні і ін. областях техніки.
Літ.: Високотемпературні неорганічні покриття, [пер. з англ.(англійський)], М., 1968; Ротрекл Би., Дітріх З., Тамхина І., Нанесення металевих покриттів на пластмаси, пер.(переведення) з чеш.(чеський), Л., 1968; Ройх І. Л., Колтунова Л. Н., Захисні вакуумні покриття на сталі, М., 1971; Катц Н. Ст, Металізація тканин, 2 видавництва, М., 1972.