ковальсько-штампувальне виробництво, галузь важкого машинобудування, що виробляє різні металеві вироби (від деталей машин до предметів домашнього ужитку) куванням, штампуванням, пресуванням . В основі методів До.-ш. п. лежить здатність матеріалів деформуватися, тобто змінювати свою форму без руйнування під дією зовнішніх сил. Вибір умов, сприятливих для пластичної деформації, виробляють виходячи з основних положень теорії обробки металів тиском . Цінність способів До.-ш. п. полягає в тому, що при обробці заготовок тиском їх форма змінюється в результаті перерозподілу металу, а не за рахунок видалення його надлишку, як при обробці металів різанням, що дозволяє різко скоротити відходи і одночасно збільшити міцність матеріалу. Тому обробка металів тиском застосовується для виготовлення найбільш відповідальних деталей машин. Так, в літаку до 80—90%, в автомобілі до 85% деталей (від загальної маси) — штамповані. Машини До.-ш. п. продуктивніші, ніж металоріжучі верстати, наприклад продуктивність холодновисадочних автоматів в 5—6 разів перевершує продуктивність токарних автоматів, причому відходи металу скорочуються в 2—3 рази. Заміна механічної обробки штампуванням при переробці кожного млн. т прокату дозволяє економити до 250 тис. т металу.
Для збільшення пластичності при обробці тиском часто застосовують нагрів, що дозволяє понизити зусилля в 10—15 разів в порівнянні з обробкою холодної заготівки, а також уникнути появи тріщин і скоротити час операції. Як нагрівальні пристрої в До.-ш. п. використовують печі: полум'яні (камерні і методичні) і електричні (з нагрівальними елементами і індукційні).
Основні способи обробки металів, вживані в До.-ш. п., характеризуються станом вихідного матеріалу (прокат, злиток, аркуш і т. д.), устаткуванням (прес, молот), інструментальним оснащенням і технологічними прийомами. По цим ознакам розрізняють: кування (переважно з нагрівом), об'ємне і листове штампування (гарячу і холодну), пресування (головним чином з нагрівом).
Кування — спосіб обробки металів, що характеризується тим, що перебіг матеріалу в сторони, як правило, не обмежений інструментом, — штампом . Куванням отримують вироби масою до 200 т. Кування застосовувалося ще до освоєння виплавки заліза з руди, поковки з метеоритного заліза виробляли уручну в 4—3 тис. до н.е.(наша ера) В сучасному До.-ш. п. кування ведуть уручну або на машинах: молотах з масою падаючих частин від 1 до 5000 кг і гідравлічних для кування пресах із зусиллям від 2 до 200 Мн (200—20000 тс ) . Заготовки деформуються безпосередньо верхнім бойком штампу або простими пристосуваннями, ковальським інструментом . Для переміщення важких заготовок (до 350 т ) і інструментів використовують мостові і поворотні підіймальні крани, кантувальники, маніпулятори ( мал. 1 ). Куванням отримують деталі із злитків або прокату.
Штампування — спосіб обробки металів тиском, при якому перебіг металу обмежений поверхнями порожнин і виступів штампу. Верхня і нижня частини штампу утворюють замкнуту порожнину за формою деталі, що виготовляється, — штампування. Залежно від форми заготівки (аркуш, прокат і т. д.), устаткування і технологічних прийомів розрізняють об'ємну штампування і листове штампування . Крім того, штампування можна здійснювати з нагрівом і без нагріву. Прообразом штампування можна вважати чеканку монет. Широке вживання процесу штампування почалося в кінці 18 — початку 19 вв.(століття) у зв'язку з переходом на промисловий випуск виробів, зокрема перший патент на виготовлення штампуванням латунних гільз був виданий в 1796 (Німеччина). З появою парових машин на штампувальних пресах стали здійснювати різні пробивні і вирубні операції, наприклад пробивку отворів під заклепки. Найбільший розвиток штампування отримало в середині 20 ст із зростанням серійного і масового виробництва в пріборо- і машинобудуванні, радіоелектронній промисловості і ін. галузях, т. до. является у десятки разів проїзводітельнєє кування. Штамповані деталі мають в 2—3 разу менші пріпуськи на обробку, чим ковані, тобто вище відсоток використання металу. Штампування здійснюють на молотах з масою падаючих частин 0,5—30 т, криво-шинних горячештамповочних пресах із зусиллям від 6 до 100 Мн (600—10000 тс ) , гідравлічних пресах із зусиллям до 750 Мн (75000 тс ) , горизонтально-кувальних машинах, ковальсько-штампувальних автоматах, гидровінтових пресі-молотах. Щоб скоротити відхід металу, зменшити подальшу обробку застосовують безоблойноє штампування . При гарячому штампуванні на молотах окалина віддаляється в проміжках між першими ударами. На пресах штампування виконують за один хід. У зв'язку з цим застосовують т.з. безокислітельний нагрів заготовок (зазвичай прокат), наприклад в індукційних печах. Це забезпечує здобуття виробів майже без окалини. Труднодеформіруємиє матеріали штампують, як правило, на гідравлічних пресах в штампах, нагрітих до температури оброблюваного матеріалу (наприклад, для титанових сплавів до 800 °С), — т.з. ізотермічне штампування.
Для забезпечення вищої чистоти поверхні, більшій точності розмірів виробу застосовують холодне штампування, процес якого аналогічний гарячому штампуванню, але виключає нагрів.
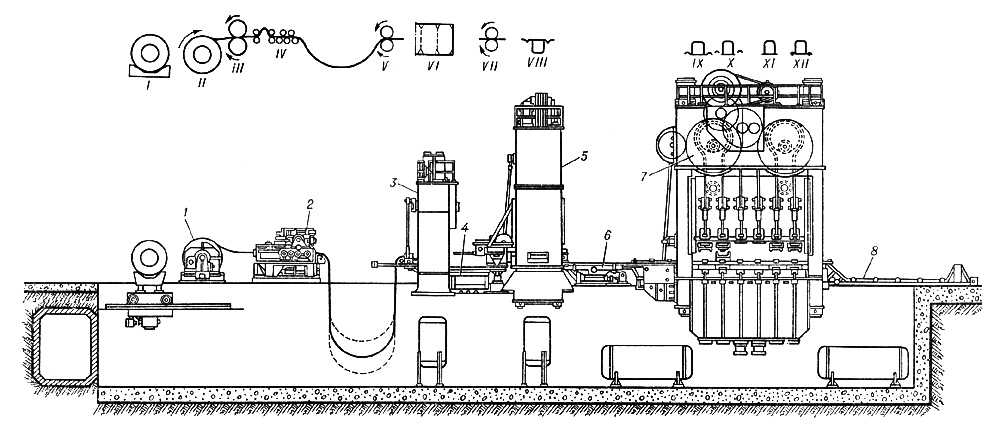
Листове штампування — спосіб здобуття тонкостінних виробів плоскої або просторової форми. Тонколистовий матеріал (до 4 мм ) штампують без нагріву, толстолістової (понад 4 мм ) — з нагрівом. Отримувані цим способом деталі мають точні розміри і зазвичай не потребують подальшої обробки різанням. У дрібносерійному і серійному виробництвах застосовують універсальні машини і оснащення; у великосерійному і масовому виробництвах використовують багатоопераційні штампи. Штампування виконують на кривошипних пресах із зусиллям 63—50000 кн (6,3—5000 тс ) , з числом ходів від 5 до 15 в мін, на листоштампувальних автоматах із зусиллям 50—40000 кн (5—4000 тс ) , з числом ходів до 120 в мін, на гідравлічних витяжних пресах із зусиллям від 8 до 200 Мн (800—20000 тс ) . В масовому виробництві особливого значення при листовому штампуванні набувають використання комбінованих штампів, механізація і автоматизація цілих ділянок, автоматичні лінії ( мал. 2 ).
При виробництві однотипних деталей з аркуша (товщина алюмінієвого аркуша 1,5—2 мм, сталевого — 0,5—0,6 мм ) , зокрема в авіаційній промисловості, велике поширення набула т.з. штампування гумою, що дозволяє здешевити інструмент, спростити конструкцію преса. На гідравлічному пресі простої дії зміцнюється подушка з гуми або ін. пружного матеріалу в металевій коробі, встановленому на рухливих частинах преса. Нижній бойок штампу має форму штампованої деталі. Поки штампуються одні деталі, готують нові заготовки.
При гідравлічному витягу, різновидом, що є також листового штампування, деформація заготівки здійснюється безпосередньо рідиною.
Пресування — спосіб здобуття виробів з різних профілів, прутков, труб і ін., при якому заготівка, поміщена в спеціальний контейнер, видавлюється з нього пуансоном (пресом-штемпелем) через отвір в матриці, що має форму (контури) майбутнього виробу. Здійснюється на гідравлічних пресах із зусиллям до 200 Мн (20000 тс ) . Пресування отримало поширення з 60-х рр. 19 ст, хоча перший патент на гідравлічний прес був виданий в 1797 (Великобританія). Пресовані вироби мають високу точність розмірів і в більшості випадків практично не вимагають подальшої механічної обробки. Установка інструменту проста, що дозволяє швидко переналагоджувати устаткування для виготовлення різних виробів.
Нові способи обробки металів. У 50-х рр. 20 ст розроблено і почали успішно упроваджуватися в До.-ш. п. принципово нові технологічні процеси, що дозволяють обробляти труднодеформіруємиє матеріали (жароміцні стали, титанові, молібденові, вольфрамові і ін. сплави).
При вибуховому штампуванні ударна хвиля, що виникає при згоранні заряду вибухової речовини деформує заготівку, надаючи їй потрібну форму. Унаслідок короткочасності процесу ( мсек — мксек ) штампи можна виготовляти не лише з дешевих маловуглецевих сталей, але і з таких матеріалів, як бетон, дерево, пластмаса і т. д.
Високошвидкісна штамповка— спосіб обробки труднодеформіруємих матеріалів з високою точністю на молотах, швидкість падаючої частини (баби) яких при ударі досягає 40—60 м/сек. В звичайних молотів не вище за 8 м/сек. Маса соударяющихся частин у високошвидкісних молотів при однаковій енергії удару у багато разів менше, ніж в звичайних молотів.
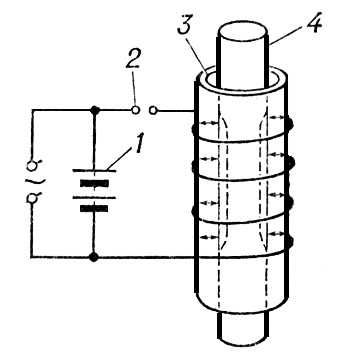
Для здобуття різних виробів застосовують деформацію заготовок силами, що виникають при взаємодії електромагнітних полів, що утворюються під час розряду потужної конденсаторної батареї ( мал. 3 ). Цей спосіб, званий електромагнітним формуванням дозволяє отримувати до 600 виробів в годині Застосовується для виготовлення різних виробів, наприклад рефлекторів з полірованих листів без подальшої обробки, для з'єднання деталей, у тому числі і з різнорідних матеріалів (наприклад, металу і кераміки), і т. д. Різновидом цього способу є електрогідравлічне формування, при якому використовується енергія ударної хвилі, що утворюється в результаті електричного розряду в рідині ( мал. 4 ).
Гідростатичне пресування, або гидроекструзія, засноване на використанні рідини для передачі високого тиску — від 10 до 3000 Мн/м 2 (100—30000 кгс/см 2 ) . Цим Способом видавлюють прутки і профільні вироби, отримують деталі, що мають форму тіл обертання, головним чином з малопластичних і труднодеформіруємих сплавів.
Вироби з порошкоподібних матеріалів отримують способом гідростатичного спрессовиванія (або газостатичного). Матеріали в еластичній (гумовою, полімерною, свинцевою, тонкою сталевою і т. і.) оболонці поміщають в контейнер, в який подається рідина під тиском до 800 Мн/м 2 (8000 кгс/см 2 ) . При цьому відбувається рівномірне ущільнення заготівки, форма отримуваних виробів повторює форму вихідної заготівки. Гідростатичне спрессовиваніє здійснюється при температурах до 400—500°С, а газостатичне — до 2000—2500°С. При газостатичному спрессовиванії робочим середовищем є нейтральний газ (зазвичай аргон). Тиск газу досягає 200—500 Мнм 2 (2000—5000 кгс/см 2 ) .
Вироби До.-ш. п. застосовують в автомобільній і авіаційній промисловості, тракторобудуванні, приладобудуванні, легкій промисловості, у виробництві предметів широкого вжитку. виробництво ковальсько-пресових машин в СРСР в 1940 складало 4,7 тис. штук, в 1972 склало 43,9 тис. штук, а до 1975 досягне 60—65 тис. штук в рік.
Літ.: Рибаків Би. А., Ремесло древньої Русі, М., 1948; Сторожев М. Ст, Попів Е. А., Теорія обробки металів тиском, М., 1971; Залесський Ст І., Устаткування ковальсько-пресових цехів, М., 1964; Ялицевих лісів Р. Ст, Завьялова Ст І., Штампування аркушевого металу вибухом, М., 1964; Романовський Ст П., Довідник по холодному штампуванню, М.— Л., 1965; Кування і об'ємне штампування стали. Довідник, під ред. М. Ст Сторожева, т. 1—2, М., 1967—68.