Обробка металів різанням , технологічні процеси обробки металів шляхом зняття стружки, здійснювані ріжучими інструментами на металоріжучих верстатах з метою додання деталям заданих форм, розмірів і якості поверхневих шарів. Основні види О. м. р.: точіння, стругання, свердління, розгортання, простягання, фрезерування і зубофрезерованіє, шліфування, хонінгування і ін. Закономірності О. м. р. розглядаються як результат взаємодії системи верстат — пристосування — інструмент — деталь (СНІД). Будь-який вигляд О. м. р. характеризується режимом різання, що є сукупністю наступних основних елементів: швидкість різання v , глибина різання t і подача s . Швидкість різання — швидкість інструменту або заготівки у напрямі головного руху, в результаті якого відбувається відділення стружки від заготівки подача — швидкість у напрямі руху подачі. Наприклад, при точінні ( мал. 1 ) швидкістю різання називається швидкість переміщення оброблюваної заготівки відносно ріжучої кромки різця (окружна швидкість) в м-кодів/мін , подачею — переміщення ріжучої кромки різця за один зворот заготівки в мм/об . Глибина резанія— товщина (у мм ) шару металу, що знімається, за один прохід (відстань між оброблюваною і обробленою поверхнями, виміряне по нормалі). У перетині шару металу (див. мал. 1 ), що зрізається, розглядаються такі елементи різання (фізичні параметри): товщина шару, що зрізається, і ширина шару, що зрізається; їх величина при постійних t і s залежить від головного кута в плані j (див. Геометрія різця ).
В розробку основ механіки процесу різання великої вклад внесли російські і радянські учені: І. А. Тіме, До. А. Зворикин, А. А. Брікс, А. Ст Гадолін, Я. Р. Усачев, А. Н. Челюсткин, І. М. Беспрозванний, Р. І. Грановський, А. М. Данієлян, Н. Н. Зорев, А. І. Ісаєв, М. Ст Касян, А. І. Каширін, Ст А. Крівоухов, Ст Д. Ковалів, М. Н. Ларін, Т. Н. Лоладзе, А. Я. Малкин, А. Ст Панкин, Н. І. Різників, А. М. Розенберг і ін., а також зарубіжні учені: Мерчент і Ернст (США), Ст Дегнер, Р. Рейнгольд,, Н. Якобс (ГДР), Х. Опіц (ФРН) Обкоси (Японія), К. Ськршиван (ЧССР) і ін. В області практики ряд коштовних робіт належить радянським робітникам-новаторам: Р. С. Борткевічу, П. Би. Бикову, Ст І. Жірову, Ст А. Карасеву, Ст А. Колесову, С. І. Бушуєву, Е. І. Лебедеву, В. К. Семінському і ін.
Залежно від умов різання стружка, що знімається ріжучим інструментом (різцем, свердлом, протяганням, фрезою і ін.) в процесі О. м. р., може бути елементною, сколювання, зливний і надлому. Характер стружкообразованія і деформації металу розглядається зазвичай для конкретних випадків, залежно від умов різання; від хімічного складу і фізіко-механічніх властивостей оброблюваного металу, режиму різання геометрія ріжучої частини інструменту, орієнтації його ріжучих кромок відносно вектора швидкості різання, що смазивающе-охолоджує рідини і ін. Деформація металу в різних зонах стружкообразованія різна, причому вона охоплює також і поверхневий шар обробленої деталі, внаслідок чого він набуває наклепання і виникає внутрішня (залишкові) напруга, що робить вплив на якість деталей в цілому.
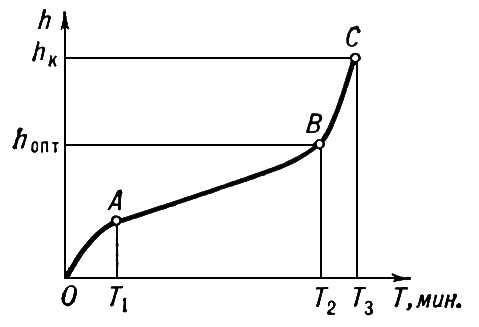
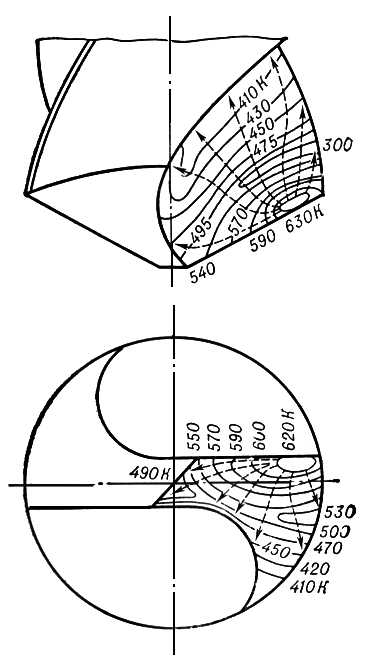
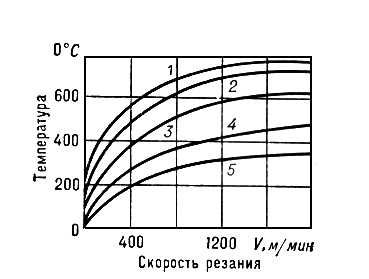
В результаті перетворення механічної енергії, що витрачається при О. м. р., в теплову виникають теплові джерела (у зонах деформації шару, що зрізається, а також в зонах тертя контактів інструмент — стружка і інструмент — деталь), що впливають на стійкість ріжучого інструменту (час роботи між переточуваннями до встановленого критерію затупленія) і якість поверхневого шару обробленої деталі. Опис температурного шару в зоні різання ( мал. 2 ) може бути отримано експериментально, розрахунковим дорогою або моделюванням процесу різання на ЕОМ(електронна обчислювальна машина). Теплові явища при О. м. р. викликають зміну структури і фізіко-механічніх властивостей як шару металу, що зрізається, так і поверхневого шару деталі, а також структури і твердості поверхневих шарів ріжучого інструменту. Процес теплоутворення залежить також від умов різання. Швидкість різання і властивості оброблюваного металу істотно впливають на температуру різання в зоні контакту стружки з передньою поверхнею різця ( мал. 3 ). Теплові і температурні чинники процесів О. м. р. виявляються наступними експериментальними методами: калориметричним, за допомогою термопар по зміні мікроструктури (наприклад, поверхні інструменту), за допомогою термофарб, оптичним, радіаційним і ін. Тертя стружки і оброблюваної деталі про поверхню ріжучого інструменту теплові і електричні явища при О. м. р. викликають його зношування. Розрізняють наступні види зносу: адгезійний, абразивно-механічний, абразивно-хімічний, дифузійний, електродифузійний. Характер зношування металоріжучого інструменту є одним з основних чинників, що зумовлюють вибір оптимальної геометрії його ріжучої частини. При виборі інструменту залежно від матеріалу його ріжучої частини і ін. умов різання керуються тим або іншим критерієм зносу. На мал.(малюнок) 4 показаний характер зношування задньої поверхні різця. Його переточування треба здійснювати після часу роботи T 2 при зносі h опт (до настання критичного зносу h до , відповідного T 3 ).
Система сил, що діють при О. м. р., може бути приведена до єдиної рівнодійної сили. Проте для вирішення практичних завдань не обов'язково знати величину цієї сили, важливе значення мають її складові: P z — сила різання, що діє в плоскості різання у напрямі головного руху; Р в — радіальна складова, що діє перпендикулярно до осі заготівки (при точінні) або осі інструменту (при свердлінні і фрезеруванні); P x — сила подачі, що діє у напрямі подачі. Сили P z Px , Ру впливають на умови роботи верстата, інструменту і пристосування, точність обробки, шорсткість обробленої поверхні деталі і т.д. На величину цих сил впливають властивості і структура оброблюваного матеріалу, режим різання, геометрія і матеріал ріжучої частини інструменту, метод охолоджування і ін. Сила P z зазвичай є найбільшою — на її подолання витрачається найбільша потужність. Способи визначення P z , Р в , P x можуть бути теоретичними і експериментальними, визначуваними за допомогою спеціальних динамометрів. На практиці часто використовують отримані на основі експериментів емпіричні формули. Потужність (у квт ), що витрачається, для більшості процесів О. м. р.:
N е = P z · v /60·102,
де P z — складова сили різання у напрямі подачі в н (кгс), v — швидкість різання в м-кодів/мін , потрібна потужність електродвигуна верстата N cт = N е /h, де h — ккд(коефіцієнт корисної дії) верстата.
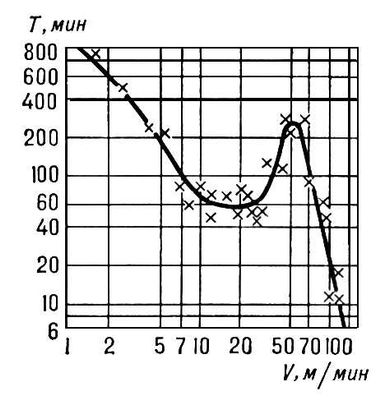
Швидкість різання, що допускається ріжучим інструментом, залежить від тих же чинників, що і сили різання, і знаходиться в складній залежності від його стійкості ( мал. 5 ).
Значний вплив на О. м. р. роблять активні рідини, що змащувальний-охолоджують, при правильному підборі, а також при оптимальному способі подачі яких збільшується стійкість ріжучого інструменту, підвищується швидкість різання, що допускається, покращується якість поверхневого шару і знижується шорсткість оброблених поверхонь, особливо деталей з в'язких жароміцних і тугоплавких важкооброблюваних сталей і сплавів. Вимушені вагання (вібрації) системи СП(Збори постанов) ІД, а також автоколивання елементів цієї системи погіршують результати О. м. р. Вагання обох видів можна понизити, впливаючи на зухвалі їх чинники — уривчастість процесу різання, дисбаланс частин, що обертаються, дефекти в передачах верстата, недостатню жорсткість і деформації заготівки і ін.
Ефективність О. м. р. визначається встановленням раціональних режимів різання, що враховують все впливаючі чинники. Для прискорення розрахунку часто застосовують ЕОМ(електронна обчислювальна машина). Розрахунок режимів різання на ЕОМ(електронна обчислювальна машина) зводиться до попереднього відбору вихідної інформації, розробки і конкретизації алгоритмів, заповнення операційних карт вихідною інформацією, її кодування і програмування алгоритмів.
Підвищення продуктивності праці і зменшення втрат металу (стружки) при О. м. р. пов'язане з розширенням вживання методів здобуття заготовок, форма і розміри яких максимально наближаються до готових деталей. Це забезпечує різке скорочення (або виключення повністю) обдирних (чорнових) операцій і приводить до переважання долі чистових і обробних операцій в загальному об'ємі О. м. р.
Подальший напрям розвитку О. м. р.: інтенсифікація процесів різання, освоєння обробки нових матеріалів, підвищення точності і якості обробки, вживання зміцнюючих процесів, автоматизації і механізації обробки.
Літ.: Беспрозванний І. М., Основи теорії різання металів, М., 1948; Росіяни учені — основоположники науки про різання металів: І. А. Тіме, До. А. Зворикин, Я. Р. Усачев, А. Н. Челюсткин. Життя, діяльність і вибрані праці, М., 1952; Різання металів, М., 1954; Аваков А. А., Фізичні основи теорії стійкості ріжучих інструментів, М., 1960; Панкин А. Ст, Обробка металів різанням, М., 1961; Розвиток науки про різання металів, М., 1967; Електричні явища при терті н різанні металів, М., 1969: Брюхов Ст А., Павлов Е. Н., Розрахунок режимів різання і нормування за допомогою ЕОМ(електронна обчислювальна машина), М., 1969; Роман О. Ст, Льовенцов А. А., Шелковський І. Ф., Обробка металів різанням і верстати, Мінськ, 1970.