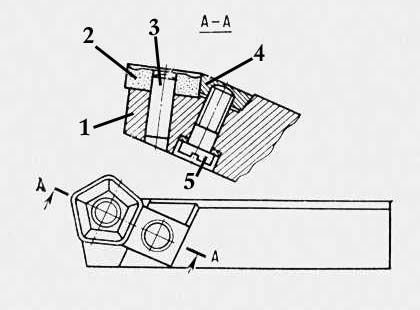
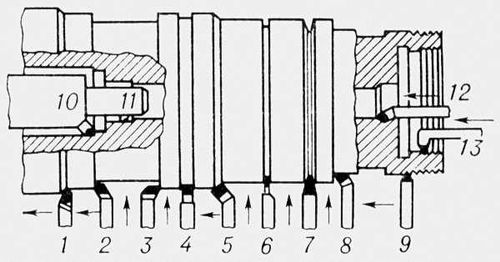
Різець, ріжучий інструмент, вживаний при обробці виробів на токарних, револьверних, розточувальних, карусельних, строгальних, довбальних, зубострогальних і спеціальних верстатах. Р. є стрижень, що складається з голівки з ріжучою частиною і державки, якою Р. закріплюється на верстаті. За формою голівки розрізняють Р.: прямі, відігнуті, зігнуті, чашкові; по перетину державки — прямокутні, квадратні, круглі. Конструктивно Р. можуть виконуватися з привареною голівкою або ріжучою пластинкою, з припаяною пластинкою, з направленою голівкою, з голівкою-вставкою, з механічним закріпленням пластинки і так далі За призначенням (вигляду обробки) розрізняють Р.: прохідні, підрізні, відрізні і прорізні, розточувальні, різенарізальні, радіуси, фасонні і ін. ( мал. 1 ). Залежно від характеру обробки Р. бувають чорнові (обдирні), чистові, для тонкого точіння, що вигладжують; по напряму подачі — праві і ліві. Матеріал ріжучої частини — інструментальні (в т.ч. швидкорізальні) стали, тверді сплави, мінералокерамічеськие матеріали, штучні алмази, ельбор і ін. Форму передньої поверхні Р. (див. Геометрія різця) вибирають залежно від матеріалу його ріжучої частини, оброблюваного матеріалу, способу здобуття оброблюваної заготівки і характеру обробки (див. таблиці.).
Форми передньої поверхні різців
№ форми
Найменування
Вигляд
Сфера застосування
I
Плоска без фаськи
Різці всіх типів для обробки чавуну і мідних сплавів
II
Плоска з фаськой
Різці всіх типів для обробки стали; f = 0, 2—0, 3 мм при чистовій обробці; f = 0,8—1,0 мм при чорновій обробці, g = 0° для різців з швидкорізальної сталі, g = (— 5) — (—10) °— з твердого сплаву
III
Paдіусная з фаськой
Peзци всіх типів для обробки стали: R = 3 — 18 мм — для швидкорізальної сталі: R = 2 — 6 мм — для твердого сплаву: f і g j — аналогічні формі II
IV
Плоска негативна
Різці з пластинками твердого сплаву при чорновому точінні стали з тимчасовим опором s вр ³ 1000 Мн/м 2 (100 кгс/мм 2 ) , сталевого литва з кіркою, при точінні з ударами
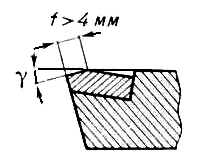
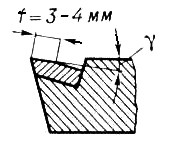
V
Плоска з фаськой і опущеною вершиною
Чорнове точіння стали з крупною стружкою і подачами ³ 1,5 мм/об ; g j =(—10) — (-15)°
Геометричні параметри ріжучої частини впливають на основні чинники процесу різання: тертя між поверхнями Р. і заготівки, форму і напрям сходу стружки, деформацію поверхневого шару, стійкість Р., сили різання, інтенсивність і величину зношування Р., шорсткість обробленої поверхні і ін.
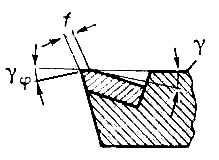
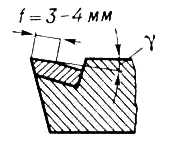
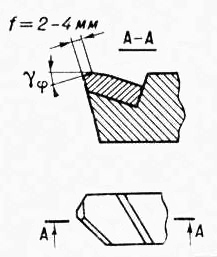
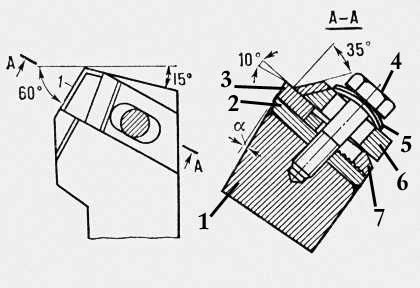
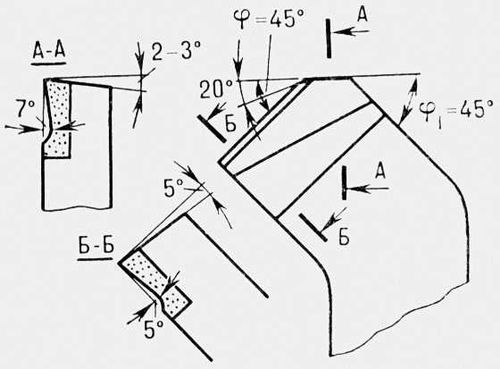
Залежно від конкретних умов обробки (оброблюваного матеріалу, режиму різання, типа Р., жорсткості системи верстат — пристосування — інструмент — деталь, характеру обробки способу здобуття оброблюваної заготівки і ін.) експериментально знайдені оптимальні параметри геомерії ріжучої частини Р. ( мал. 2—5 ): g = [(—10)—25]°; a = (6 + 12)°; j = (10 + 90)°; j 1 = (0—20)°; l = [(—4)—15]°.
При обробці виробів Р. із збільшеним радіусом при вершині r зменшується шорсткість поверхні, але зростають сили віджимання Р. від оброблюваного виробу і збільшується його прогин, а також підвищуються вібрації. Тому приймають r = 1 мм ; для спрощення заточування твердосплавного Р. замість закруглення вершини роблять перехідну ріжучу кромку довжина 1—2 мм з j 0 = j/2. Для Р. з мінералокерамічеськимі пластинками рекомендується: g = [(—5)—(—10)]°; а = (8—10)°; j = (75—90)° (для нежорстких деталей) і j = (10—30)° (для особливо жорстких деталей).
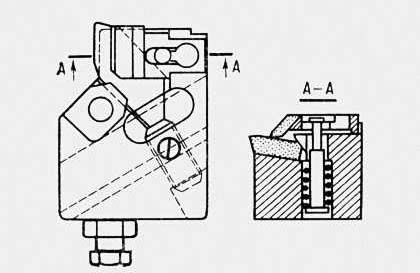
Від властивостей інструментального матеріалу, конструкції Р. і геометрії їх ріжучої частини в значній мірі залежить ефективність процесу обробки металів різанням — найбільш трудомісткої частини технологічного процесу виробництва. Ця проблема тісно пов'язана з обробкою нових важкооброблюваних матеріалів, підвищенням вимог до точності виготовлення і якості поверхонь, попереднім налаштуванням на розмір і швидкою зміною інструменту без підналадки. Для обробки неіржавіючих і жароміцних сталей і сплавів Всесоюзним науково-дослідним інститутом твердих сплавів (ВНІЇТС) розроблені особливо дрібнозернисті тверді сплави ВК6-ОМ, ВК10-ОМ, ВК15-ОМ, для чистової і напівчистової швидкісної обробки легованих, модифікованих і ковких чавунів — твердий сплав ТТ8К16, а для переривистих робіт з ударами — твердий сплав ТТ20К9. Знаходять вживання багатогранні непереточувані твердосплавні пластинки із зносостійким покриттям — карбідом титану, який наноситься тонким шаром (до 5 мкм ) методом осадження з газової фази. Всесоюзним науково-дослідним інструментальним інститутом (ВНІЇ) розроблений ряд конструкцій Р. з багатогранними ріжучими вставками і стружколомающимі канавками. Широко застосовуються Р. з механічним закріпленням пластин, Р. зі вставками з композиційних матеріалів, полікристалічних алмазів і тому подібне Див. також Металоріжучий інструмент,Дереворежущий інструмент .
Літ.: Грановський Р. І., Металоріжучий інструмент. Конструкція і експлуатація, 2 видавництва, М., 1954; Семенченко І. І., Матюшин Ст М., Цукрів Р. Н., Проектування металоріжучих інструментів, М., 1963; Ріжучий інструмент. Різці, М., 1965; Різання конструкційних матеріалів, ріжучі інструменти і верстати, під ред. Ст А. Крівоухова, М., 1967; Аршинів Ст А., Алексєєв Р. А., Різання металів і ріжучий інструмент, 2 видавництва, М., 1967; Дороги вдосконалення металоріжучого інструменту. Огляд, М., 1972; Бобрів Ст Ф., Єрусалимський Д. Е., Різання металів різцями, що самовращающиміся, М., 1972; Гладілін А. Н., Мальовський Н. П., Довідник молодого інструментальника по ріжучому інструменту, 3 видавництва, М., 1973; Різання конструкційних матеріалів, ріжучі інструменти і верстати, 2 видавництва, М., 1974.