Металоріжучий інструмент, знаряддя виробництва для зміни форми і розмірів оброблюваної металевої заготівки шляхом видалення частини матеріалу у вигляді стружки з метою здобуття готової деталі або напівфабрикату. Розрізняють верстатний і ручний М. і. Основні частини М. і.: робоча, яка може мати ріжучу і калібруючу частини, і кріпильна. Ріжучою називається частина М. і., що безпосередньо упроваджується в матеріал заготівки і зрізаюча частина його. Вона складається з ряду конструктивних елементів: одного або декількох лез; канавок для відведення стружки, стружколомателей, стружкозавівателей; елементів, що є базовими при виготовленні, контролі і переточуваннях інструменту; каналів для підведення рідини, що змащувальний-охолоджує. Призначення калібруючої частини — заповнення ріжучої частини при переточуваннях, остаточне оформлення обробленої поверхні і напрям М. і. при роботі. Кріпильна частина служить для закріплення М. і. на верстаті в строго певному положенні або для утримання його в руках і повинна протидіяти зусиллям, що виникають в процесі різання. Кріпильна частина може виконуватися у вигляді державок, хвостовиків (вставні М. і.) або мати отвір для кріплення на облямовуваннях (насадні М. і.).
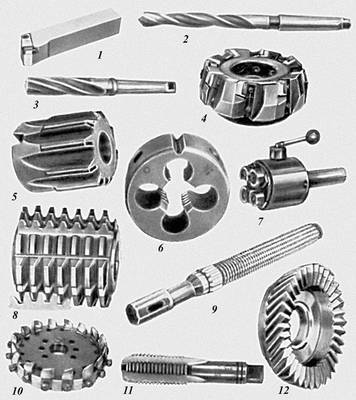
Залежно від технологічного призначення верстатний М. і. ділиться на наступні підгрупи: різці, фрези, протягання, зуборізний, різенарізальний, для обробки отворів, абразивний і діамантовий інструмент. Різці, вживані на токарних, токарно-револьверних, карусельних, розточувальних, строгальних, довбальних і ін. верстатах (за винятком різьбових і зуборізних різців), служать для обточування, розточування отворів, обробки плоских і фасонних поверхонь, прорізання канавок. Фрези — багатолезовий М., що обертається, і. використовують на фрезерних верстатах для обробки плоских і фасонних поверхонь, а також для розрізання заготовок. Протягання — багатолезовий інструмент для обробки гладких і фасонних внутрішніх і зовнішніх поверхонь. Для освіти і обробки отворів використовують свердла, зенкери, зенкування, розгортки, цекування, розточувальні пластини, комбінований інструмент, який застосовують на свердлувальних, токарних, револьверних, розточувальних, координатно-розточувальних і ін. верстатах. Зуборізний інструмент призначений для нарізування і обробки зубів зубчастих коліс, зубчастих рейок, черв'яків. Різенарізальний інструмент служить для здобуття і обробки зовнішніх і внутрішніх резьб. Номенклатуру різенарізального інструменту складають також різьбові різці і фрези, мітчики, плашки і ін. До абразивного інструменту відносяться шліфувальні круги, бруски, хонінговальниє голівки, наждачні полотна і ін., вживані для шліфування, полірування, доведення деталей, а також для заточування інструменту. Діамантовий інструмент складають круги, різці фрези з діамантовими пластинами і ін. (див. Інструмент діамантовий ) .
До ручних інструментів відносяться зубила, напилки, надфілі, ножівки, шабери і ін., використовувані без вживання металоріжучого устаткування. Набули поширення ручні машини з електричним, гідравлічним і пневматичним приводом, робочим органом яких є ручні інструменти.
Форма і кути заточування ріжучої частини М. і. (див. Геометрія різця ), від яких залежать його стійкість, продуктивність, економічність, якість обробки, вибираються з врахуванням властивостей оброблюваного матеріалу, що смазивающе-охолоджує рідини, жорсткості системи верстат — пристосування — інструмент — деталь і т. д. Ріжуча здатність М. і. визначається властивостями матеріалу, з якого виготовлена його ріжуча частина. Найбільш істотним показником є червоностійкість матеріалу. Застосовують наступні основні групи матеріалів: інструментальні стали (вуглецеві, швидкорізальні, леговані), тверді сплави, мінералокерамічеськие надтверді матеріали. Інструмент з вуглецевих сталей (червоностійкість 200—250°c) використовують для обробки звичайних матеріалів при невеликих швидкостях різання. Швидкорізальні стали, леговані вольфрамом дозволяють збільшити швидкість різання в 2—4 рази. Для обробки заготовок з жароміцних сплавів і сталей підвищеної міцності застосовують інструмент із сталі із збільшеним вмістом ванадію, кобальту, молібдену і пониженим вмістом вольфраму. Червоностійкість цих сталей досягає 600—620 °С, але одночасно зростає їх крихкість. Тверді сплави — найбільш прогресивні і поширені матеріали для М. і., витісняючі інструментальні стали (окрім випадків переривистого точіння і фасонного фрезерування з великою глибиною), володіють червоностійкістю 750—900 °C і високою зносостійкістю. Тверді сплави для М. і. випускаються у вигляді пластинок різної форми і розмірів. Виготовляють також монолітні твердосплавні М. і. невеликих розмірів. Ще вищою червоностійкістю (1100—1200 °С) і зносостійкістю володіють М. і. з ріжучою частиною, армованою мінералокерамічеськимі пластинками, виготовленими на основі окислу алюмінію з додаванням молібдену і хрому. Проте вживання мінералокераміки обмежується її низькою пластичністю і великою крихкістю. Перспективним є вживання надтвердих матеріалів — природних і синтетичних алмазів, кубічного нітриду бору і ін. (для шліфування і заточування М. і.).
Технологічні параметри М. і. залежать від глибини різання, подачі, швидкості різання (див. Обробки металів різанням ) . Критерієм зносу ріжучої частини М. і. прийнято рахувати ширину зношеного майданчика на задній поверхні інструменту з врахуванням вигляду інструменту необхідної точності обробки і класу чистоти . Стійкість М. і. визначається тривалістю (у мін ) безпосереднього різання між переточуваннями. Головна вимога к М. і. — висока продуктивність при заданих класах чистоти і точності обробки — забезпечується виконанням умов відносно допусків на виготовлення, відхилень геометричних параметрів, твердості ріжучої частини, зовнішнього вигляду і т. д. Конструкція М. і. повинна передбачати можливість багатократних переточувань, надійне і швидке кріплення. При проектуванні металоріжучого устаткування враховуються спеціальні елементи для кріплення М. і.: різцетримачі, конусні отвори облямовування і т. п.
При створенні нових конструкцій М. і. прагнуть удосконалити їх геометричні параметри і конструктивні елементи, а також використовувати матеріали з підвищеними ріжучими властивостями і нові матеріали. Вирішення цих проблем дозволяє підвищити стійкість М. і. (в т.ч. розмірну), поліпшити дроблення стружки, зокрема для автоматичних ліній і верстатів з програмним управлінням. Важливе значення мають дослідження фізичних закономірностей зношування інструменту, його геометричних параметрів, дослідження нових рідин, що змащувальний-охолоджують. З питаннями виробництва М. і. тісно зв'язано створення нових конструкцій верстатів, впровадження сучасних електрохімічних і еоектрофізичних методів для обробки твердосплавного інструменту. Див. також Інструментальна промисловість .
Літ.: Грановський Р. І., Металоріжучий інструмент, 2 видавництва, М., 1954; Четвериків С. С., Металоріжучі інструменти, 5 видавництво, М., 1965; Жігалко Н. І., Кисельов Ст Ст, Проектування і виробництво ріжучих інструментів, Мінськ, 1969; Довідник технолога-машинобудівника, 3 видавництва, т. 1—2, М., 1972.