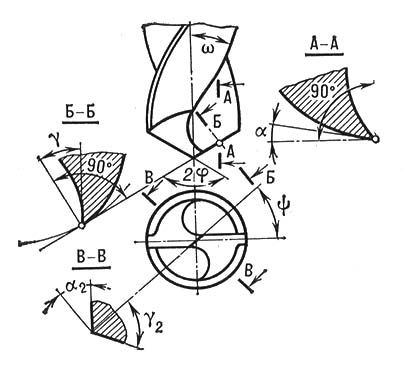
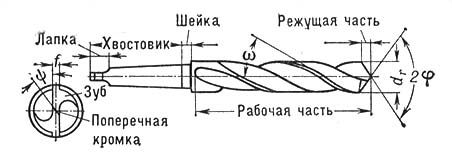
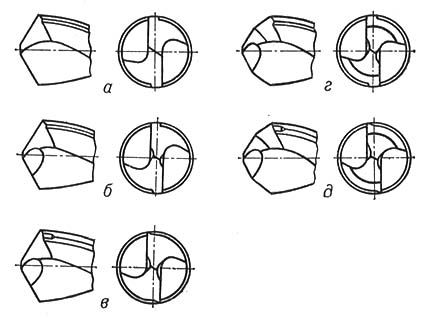
Свердло , ріжучий інструмент для здобуття отвору свердлінням або збільшення його діаметру при розсвердлюванні . В металообробці розрізняють С. по конструкції і призначенню: гвинтові (спіральні) універсальні; для здобуття глибоких отворів (одно- і двостороннього різання); центровочниє (для обробки центрових отворів). Найбільш поширене гвинтове С. є стрижнем ( мал. 1 ) з робочою частиною, що має ріжучі елементи — головні ріжучі кромки, допоміжні ріжучі кромки (кромки-стрічки) і поперечну кромку, і хвостовиком, яким С. кріпиться в шпинделі верстата, патроні або свердлувальній голівці . Робоча частина виконується з рівномірною зворотною конусністю — 0,03—0,12 мм на 100 мм довжини С. Ізготовляют також С. спеціальних конструкцій — без поперечної кромки, з особливим заточуванням, із стружкоразделітельнимі канавками. Стандартні гвинтові С. мають діаметр від 0,25 до 80 мм. Залежно від властивостей оброблюваного матеріалу, режиму різання і матеріалу ріжучої частини С. застосовують п'ять різних форм заточування ріжучої частини ( мал. 2 ). Основні нормовані геометричні параметри гвинтових С. ( мал. 3 ): кут нахилу гвинтових канавок w, кут при вершині 2j, кут нахилу поперечної кромки а, задній кут і, передній кут g. Для всього діапазону діаметрів С. приймають w = 18—30°, 2j= 80—140°, в = 47—55°, а = 8—14°, tgg = tgw/sinj× d r /d, де d r — діаметр ріжучої частини С. в крапці, для якої визначається кут. Ріжуча частина С. виготовляється з швидкорізальних сталей і твердих сплавів або композитних матеріалів; хвостовики роблять із сталей 45, 40Х (при ріжучій частині з швидкорізальної сталі) і сталей ХС, 40Х, 45Х (при ріжучій частині з твердих сплавів або композитних матеріалів).
Д. Л. Юдін.
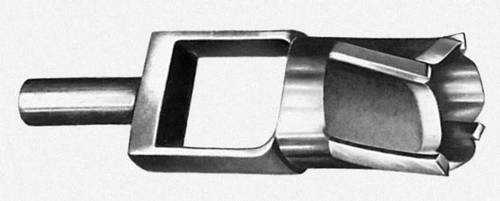
В деревообробці поряд з С. з конічним заточуванням застосовують спіральні С. з направляючим центром і підрізувачами, С. для кільцевого свердління, С. порожнисті з виштовхувачем і ін. ( мал. 4а, 4б, 4в ). Найбільш поширені спіральні С. Для спіральних С. w = 22—30°, 2j при свердлінні перпендикулярно волокнам деревини складає 120°, при свердлінні уздовж волокон — 60—80°, а = 20—30°. Для зменшення зусиль різання спіральних С. з направляючим центром і підрізувачами висота підрізувачів h приймається не більш максимальної подачі. Зазвичай h = 0,8—2 мм, а висота направляючого центру — 3,5—8,5 мм.
С. виготовляють з інструментальної сталі Х6ВФ або з швидкорізальної сталі Р6М5. Для свердління деревностружкових і древесноволокністих плит, щитів, що фанеруються, і ін. деревних матеріалів використовують С., оснащені пластинками і коронками з твердих сплавів.
Ст С. Рибалко.
Літ.: Грубе А. Е., Дереворежущие інструменти, 3 видавництва, М., 1971. Див. також літ.(літературний) при ст. Металоріжучий інструмент .