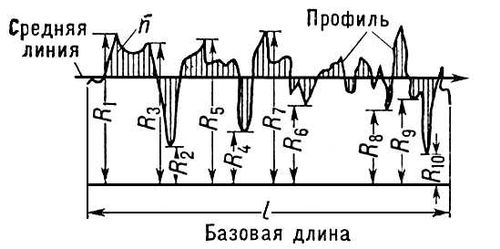
Класи чистоти, класи шорсткості, сукупність поверхонь, згрупованих по спільності числових значень основних параметрів шорсткості поверхні . Основні параметри R а — ср. арифметичне відхилення профілю від ср. ліній х і R z — висота нерівностей в десяти крапках ( мал. ) визначаються по формулах: ;
;
де l — базова довжина; h — відхилення точок профілю від ср. лінії; R 1 , R 2 .... R 9 , R 10 — відстані 5 найвищих і 5 наїнізших точок профілю на базовій довжині до лінії, паралельної середньої лінії. Параметри шорсткості на практиці вимірюють за постійних умов для кожного До. ч.: вимірюваний профіль повинен відповідати нормальному перетину, виміри виробляють у напрямі найбільшої шорсткості і на стандартизованій для даного До. ч. базовій довжині. При виконанні всіх трьох умов і збігу числових значень параметрів R а або R z з числовими значеннями в діапазоні даного До. ч. поверхня може бути віднесена до цього класу. У СРСР встановлене 14 До. ч. (таблиця.). Класи з 6-го по 14-ій додатково розбиті на 3 розряди кожен (а, би, в) .
Класи і розряди чистота поверхні
Клас чистоти поверхні
Розряди
Середнє Арифметичне відхилення профілю, мкм
Висота нерівностей, мкм
Базова довжина, мм
1
—
80
320
2
—
40
160
8
3
—
20
80
4
—
10
40
2,5
5
—
5
20
6
а
2,5
10,0
би
2,0
8,0
в
1,6
—
7
а
1,25
6,3
би
1,0
5,0
0,8
в
0,8
4,0
8
а
0,63
3,2
би
0,5
2,5
в
0,4
2,0
9
а
0,32
1,6
би
0,25
1,25
в
0,20
1,0
10
а
0,16
0,8
би
0,125
0,63
в
0,10
0,5
0,25
11
а
0,08
0,4
би
0,063
0,32
в
0,05
0,25
12
а
0,04
0,2
би
0,032
0,16
в
0,025
0,125
13
а
0,02
0,1
би
0,016
0,08
в
0,012
0,063
0,08
14
а
0,01
0,05
би
0,008
0,04
в
0,006
0,032
Числові значення параметрів шорсткості в класифікації відповідають ряду нормальних стандартизованих чисел, побудованому по певному закону. Для класів з 1-го по 5-ій, для 13-го і 14-го основним параметром є R а , що обумовлене технічними труднощами безпосереднього виміру параметра R z для цих класів і відсутністю відповідних вимірювальних приладів. До. ч. у технічній документації позначають рівностороннім трикутником, поряд з яким арабськими цифрами вказується номер класу, а для 6—14-го класів, крім того, одній з букв (а, би, в) позначають і розряд, наприклад Ñ 10 ст Різні технологічні процеси забезпечують здобуття поверхонь різних До. ч., наприклад, звичайне литво — Ñ 3, обробка точінням — Ñ 5, шліфуванням — Ñ 7, і т.д. В той же час один і той же До. ч. може бути отриманий різними технологічними процесами, наприклад До. ч. Ñ 7 може бути отриманий тонким точінням і шліфуванням і ін. процесами.
Не всі властивості двох поверхонь, що відносяться до одного До. ч., можуть бути однаковими при співпадаючих R а і R z , тому приналежність поверхонь до одного До. ч. не є достатньою для висновку про ідентичність поведінки деталей при експлуатації.
Введення До. ч. дозволяє ефективно досліджувати якість поверхні і встановлювати норми на неї, рекомендувати вживання не окремих поверхонь, а груп, що мають загальні властивості. Крім того, з'являється можливість створювати загальні методи опису поверхонь; проектувати прилади, що мають нормовані характеристики по відношенню до визначених До. ч., що є одним з найважливіших умов забезпечення єдності вимірів; розробляти і удосконалювати технологічні процеси виготовлення типових поверхонь.
Літ.: Егоров Ст А., Оптичні і щуповиє прилади для виміру шорсткості поверхні, 2 видавництва, М., 1965; Карташев А. І., Шорсткість поверхні і методи її виміру, М., 1964; ГОСТ(державний загальносоюзний стандарт) 2789—59. Шорсткість і класи чистоти поверхні. Основні терміни; ГОСТ(державний загальносоюзний стандарт) 2309—68. Нанесення на кресленнях позначень шорсткості поверхонь.