Шорсткість поверхні, сукупність нерівностей, створюючих мікрорельєф поверхні деталі. Виникає головним чином унаслідок пластичної деформації поверхневого шару заготівки при її обробці із-за нерівностей ріжучих кромок інструменту, тертя, виривання часток матеріалу з поверхні заготівки, вібрації заготівки і інструменту і т.п. Ш. п. — важливий показник в технічній характеристиці виробу, що впливає на експлуатаційних властивості деталей і вузлів машин — зносостійкість поверхонь, що труться, втомну міцність, корозійну стійкість, збереження натягу при нерухомих посадках і т.п. Вимоги до Ш. п. встановлюють, виходячи з функціонального призначення поверхонь деталей і їх конструктивних особливостей. У сов.(радянський) виробництві тривалий час застосовували систему, що характеризує чистоту поверхні з відповідними їй класами; нова система (введена з 1 січня 1975) відміняє ті, що використалися раніше класи чистоти .
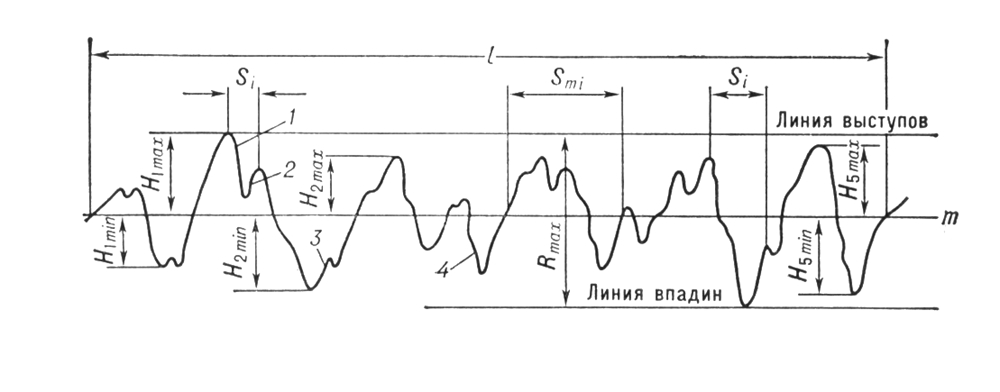
Розширений комплекс параметрів нової системи сприяє встановленню обгрунтованих вимог для поверхонь різного експлуатаційного призначення. При визначенні числових значень Ш. п. відлік виробляють від єдиної бази, за яку прийнята середня лінія профілю т ( мал. ). Виміри виробляють в межах базової довжини l , тобто довжини ділянки поверхні, вибраного для виміру Ш. п. без врахування інших видів нерівностей (наприклад, хвилястості), що мають крок більш l. Числові значення базової довжини вибирають з ряду: 0,01; 0,03; 0,08; 0,25; 0,8; 2,5; 8; 25 мм. Кількісно Ш. п. оцінюють наступними основними параметрами (одним або декількома): середнім арифметичним відхиленням профілю R а , висотою нерівностей профілю по 10 точкам R z , найбільшою висотою нерівностей профілю R тах , середнім кроком нерівностей S m , середнім кроком нерівностей по вершинах S , відносною опорною довжиною профілю t p . Числові значення параметрів шорсткості, типи напрямів нерівностей поверхонь (паралельне, перпендикулярне, колоподібне і ін.) встановлені стандартом. Вибір параметрів Ш. п. залежить від конструкції деталей і функціонального призначення їх поверхонь. Наприклад, для поверхонь відповідальних деталей, що труться, встановлюють допустимі значення R а (або R z ), R тах , t p і напрям нерівностей; для поверхонь циклічно навантажених відповідальних деталей — R тах , S m і S і т.п. Вимоги до Ш. п. вказують числовим значенням (або діапазоном значень) одного або декількох параметрів і базовою довжиною. Для невідповідальних поверхонь Ш. п. визначається вимогами технічної естетики, корозійній стійкості і технологією виготовлення.
В СРСР стандартом встановлено 14 класів Ш. п. (таблиця.): 1—3-й класи забезпечують обдирною обробкою (точінням,фрезеруванням,струганням ); 4—6-й класи — напівчистовою обробкою; 7—9-й класи — чистовою обробкою (шліфуванням, тонким точінням, простяганням,розгортанням і т.п.); 10—14-й класи — доводочной обробкою (такі, як притирання ) суперфініш,хонінгування і ін.). Класи шорсткості з 6-го по 14-ій розділяються на розряди а , би , ст В класах 1—5, 13 і 14-ою не застосовують параметр R а , а в класах 6—12 — параметр R z , що викликане необхідністю однозначного визначення класу Ш. п. при різних методах контролю. На відміну від тих, що застосовувалися до 1975 позначень класів чистоти на кресленнях (рівносторонній трикутник з додаванням до нього номера класу, наприклад Ñ3 або Ñ7), Ш. п. позначають знаком Ö з вказівкою над ним числового значення (у мкм ) одного з вибраних параметрів шорсткості. Значення R а вказують лише числом, а ін. параметри — з символом, наприклад R z 3,2. Вказане числове значення обмежує найбільшу Ш. п. по параметрах R а або R z . Поверхні в стані постачання або оброблені без зняття стружки позначають символом, а при обробці із зняттям стружки — .
Початкова Ш. п., яку деталі отримують після їх виготовлення і збірки, змінюється в процесі прироблення. Ш, що виходить після прироблення (при терті кочення, терті ковзання і ін.). п., що забезпечує мінімальний знос і що зберігається в ході тривалої експлуатації машин, називається оптимальною шорсткістю. Параметри оптимальної Ш. п. залежать від конструкції і матеріалу деталей, що труться, якості мастила і інших умов роботи.
Для виміру Ш. п. зазвичай застосовують наступні методи: контактний—щуповимі приладами (профілометрамі і профілографами ) і безконтактний — оптичними приладами. У машинобудуванні часто використовують візуальний метод, порівнюючи контрольовану поверхню з поверхнею зразка або деталі, Ш. п. якої аттестована.
Класи шорсткості поверхні
Класи
Параметри шорсткості, мкм
Базова довжина l, мм
Розряди
R а
R z
1
—
—
320—160
8
2
—
—
160—80
3
—
—
80—40
4
—
—
40—20
2,5
5
—
—
20—10
6
а
2,5—2,0
—
0,8
би
2,0—1,6
в
1,6—1,25
7
а
1,25—1,0
—
би
1,0—0,80
в
0,80—0,63
8
а
0,63—0,50
—
би
0,50—0,40
в
0,40—0,32
9
а
0,32—0,25
—
0,25
би
0,25—0,20
в
0,20—0,16
10
а
0,160—0,125
би
0,125—0,100
в
0,100—0,080
11
а
0,080—0,063
би
0,063—0,050
в
0,050— 0,040
12
а
0,040—0,032
би
0,032—0,025
в
0,025—0,020
13
а
0,100—0,080
0,08
би
0,080—0,063
в
0,063—0,050
14
а
0,050—0,040
би
0,040—0,032
в
0,032-0,025
Літ.: Якушев А. І., Взаємозамінюваність, стандартизація і технічні виміри, 4 видавництва, М., 1975; ГОСТ(державний загальносоюзний стандарт) 2789—73. Шорсткість поверхні. Параметри і характеристики; ГОСТ(державний загальносоюзний стандарт) 2.309—73. Позначення шорсткості поверхонь.