Фрезерування в металообробці, процес різання металів і ін. твердих матеріалів фрезою . Ф. застосовується для обробки плоских і фасонних поверхонь (в т.ч. різьбових поверхонь, зубчастих і черв'ячних коліс) і здійснюється на фрезерних верстатах . Схема Ф. циліндровою фрезою показана на мал. 1 . Головний рух при Ф. — обертання інструменту, рух подачі — поступальне переміщення заготівки; швидкість різання дорівнює окружній швидкості найбільш віддалених від осі фрези точок її зубів. При Ф. розрізняють три види подачі. Хвилинна подача S (у мм/мін ); подача на один зворот фрези S 0 (у мм/об ); подача на один зуб фрези S z (у мм/зуб ) — відносне переміщення фрези і заготівки при повороті фрези на один кутовий крок e = . S z характеризує інтенсивність навантаження зуба в процесі Ф. (стійкість фрези) і обчислюється за формулою
,
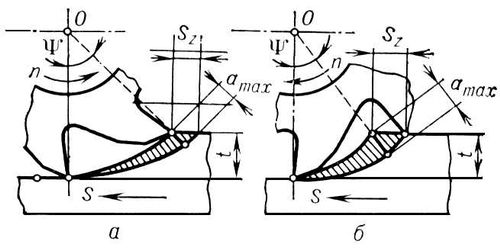
де z — число зубів фрези, n — частота обертання фрези ( об/мін ). Глибина різання t ( мм ) при Ф. — товщина шару металу, що зрізається, виміряна перпендикулярно до обробленої поверхні. Ширіна Ф. В ( мм ) — ширина оброблюваної поверхні в напрямі, паралельному осі фрези. Існують дві можливі схеми Ф.: проти подачі (зустрічне Ф.), коли в нижній точці контакту фрези з оброблюваною заготівкою вектори швидкості різання і подачі протилежні ( мал. 2 , а), і по подачі (попутне Ф.), коли ці вектори збігаються ( мал. 2 , би), amax — найбільша товщина шару металу, що зрізається; Y — кут контакту фрези. При чорновому Ф. зазвичай застосовується друга схема, при чистовому Ф. — перша. Площа поперечного перетину шару металу, що зрізається зубом фрези, міняється в кожен момент часу різання і, отже, міняються і сили, що діють на зуб. Рівномірне Ф. може бути досягнуто при використанні фрез з гвинтовими зубами, робота яких характеризується зразковою постійністю площі поперечного перетину шару металу, що зрізається. Основний технологічний час при Ф.:
мін,
де L — загальна довжина проходу заготівки (у мм ) відносно фрези у напрямі подачі, i — число проходів. Швидкість різання, що допускається при Ф., залежить від типа фрези, матеріалу і геометричних параметрів її ріжучої частини і ін. елементів, режиму різання, стану поверхневого шару заготівки і т.п. (див. Обробка металів різанням ). В процесі Ф. виникають сили опору різанню. По окружній силі може бути визначений момент, що крутить, на шпинделі фрезерного верстата. Осьова сила діє на підшипник шпинделя верстата, пристрій для закріплення заготівки, а також деталі і вузли механізму подачі. Радіальна сила діє на опори шпинделя і облямовування, в якому закріплюється фреза. Горизонтальна сила навантажує механізм подачі і пристрій для закріплення заготівки. У деревообробці Ф. може здійснюватися також на фугувальних верстатах, рейсмусових верстатах і ін. за допомогою ножових валів або голівок зі вставними ножами (див. Дереворежущий інструмент ).