Об'ємне штампування , технологічний процес ковальсько-штампувального виробництва, що полягає в зміні простих об'ємних заготовок (циліндровою, призматичною і ін. форми) в складніші вироби, форма яких відповідає порожнині спеціалізованих інструментів, — штампів . О. ш. як процес перерозподілу металу заготівки відбувається в результаті пластичної деформації (див. Обробка металів тиском ).
Основні операції О. ш.— осаду, висадка, протягання, витискування, гнучка, плющення, калібрування, утворення виступів, потовщень, поглиблень, здійснювані на ковальсько-пресових машинах — молотах, пресах і машинах спеціального призначення. З штампованих поковок після обробки різанням і термічної обробки отримують різні деталі: шатуни, колінчасті вали, важелі, зубчасті колеса, лопатки турбін, кріпильні деталі, кулі, ролики і кільця підшипників і ін.
Розрізняють холодну і гарячу О. ш. Холодне штампування здійснюється без нагріву. Вихідний матеріал — прутки, що калібруються, нарізуються на мірні (штучні) заготовки, або дріт в бунтах. Маса отримуваних виробів від декількох г до неськ.(декілька) кг ; точність по 3—2-у класам; шорсткість поверхні відповідає 7—10-у класам чистоти. Холодною О. ш. отримують відповідальні деталі з високими і стабільними механічними властивостями, що пояснюється відсутністю рекристалізації в металі і зміцненням. Т. до. заготовки не нагріваються, на поверхні поковок не відбувається утворення окалини, зневуглецювання, обесцинкованія і т.п., що покращує якість поковок в цілому і скорочує пріпуськи на подальшу обробку. У ряді випадків поковки не вимагають додаткової обробки, будучи готовими деталями (коефіцієнт використання металу складає 1). Проте для здійснення холодною О. ш. потрібні значні зусилля — до 2500 Мн/м 2 (1 Мн = 100 тс ) і більш, що негативно впливає на стійкість штампів. Істотно понизити зусилля (у 10—15 разів) дозволяє нагрів заготовок, тобто гаряча О. ш.
Гаряче штампування здійснюється з нагрівом до температури 200—1300 °С залежно від складу сплаву і умов обробки. Вихідний матеріал — прокатні прутки, розділені на мірні заготовки, рівні за об'ємом майбутній поковке (з врахуванням неминучих відходів). Маса отримуваних виробів від декількох г до 6—8 т ; точність розмірів поковок залежить від їх маси і конфігурації і може бути підвищена подальшим холодним калібруванням; шорсткість поверхні відповідає 3—7-у класам чистоти. Процес гарячіший за О. ш. аналогічний по фізичній суті вільною куванню, але здійснюється в штампах. Гарячіше за О. ш. отримують поковки, однорідні по структурі, порівняно високій точності, складній конфігурації, якій неможливо добитися при вільному куванні. Проте середній коефіцієнт використання металу при гарячіше за О. ш. 0,5—0,6 (тобто до 50—40% металу йде у відхід), при холодному штампуванні цей коефіцієнт значно вищий.
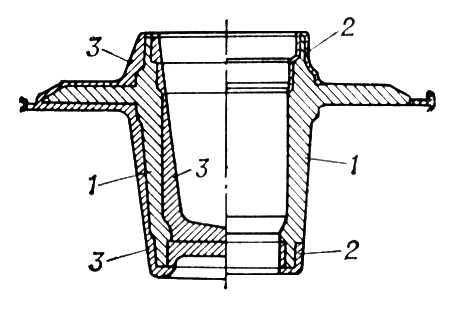
Штампи для О. ш. найчастіше складаються з 2 половин — верхньою і ніжней ( мал. 1 , зліва) або з пуансона і матриці ( мал. 1 , справа). Зазвичай при штампуванні на молотах і вертикальних пресах нижня частина штампу нерухома, а верхня рухлива. О. ш. виконують у відкритих штампах — з плоскістю роз'єму, перпендикулярною напряму штампування (см. мал.(малюнок) 1 , зліва), або в закритих штампах — з плоскістю роз'єму по периметру поковки ( см. мал.(малюнок) 1 , справа). Відкритий штамп відрізняється простотою пристрою і універсальністю вживання, але гаряче штампування в нім пов'язане з утворенням задирки, яка забезпечує заповнення складного рельєфу порожнини штампу. Для розміщення задирки в штампі передбачається спеціальна канавка. Після штампування задирку обрізують в штампі на пресі обріза. Відхід металу при цьому складає 5—20%, інколи досягає 50—80%. У закритих штампах, вживаних при гарячіше і холодною О. ш., задирка або вельми невелика (не більше 1%), або зовсім відсутній, т.к. поковка формується зі всього об'єму металу. Проте ці штампи менш універсальні, наприклад в них не можна отримувати поковки у формі кулі. У тих випадках, коли потрібно отримати вихідні заготовки досить високої точності за об'ємом, застосовують закриті штампи з компенсаторами — додатковими порожнинами, в які витікає надлишковий метал заготівки. Компенсатори розташовуються в такому місці штампу, в яке метал поступає в останню чергу, щоб запобігти передчасному і надмірному попаданню металу в компенсатор. Проте цей спосіб неекономічний т.к. металл, що поступає в компенсатор, йде у відхід. Іншим технологічним прийомом при гарячіше за О. ш. є вживання штампувальних ухилів, які роблять в порожнині штампів з метою полегшення виштовхування готових виробів. Поковка виходить спотвореної форми, наприклад замість циліндра — усічений конус. Зазвичай в молотових штампах ухили 5—7°. Надлишок металу на поковке (напуск) також є відходом. Для здійснення О. ш. з меншим ухилом (1—2°) в штампах застосовують виштовхувачі: при штампуванні на молотах — лише ніжніє, на пресах — верхні і ніжніє.
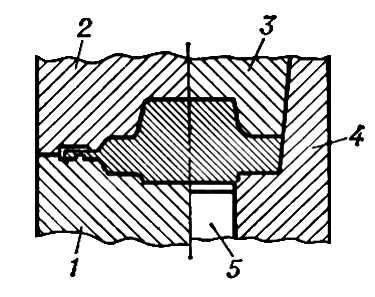
Одним з раціональних рішень є гаряча О. ш. у роз'ємних матрицях, тобто в штампах з 2 або декількома плоскістю роз'єму, найчастіше на горизонтально-кувальних машинах. Матриці цих штампів не мають ухилів, в них можна штампувати навіть поковки, що розширюються до дна матриці. У роз'ємних матрицях можна також вести штампування на гидровінтових і кривошипних пресах. Поковки для однієї і тієї ж деталі можна отримати методами гарячіше за О. ш. як на молоті, так і на пресі. У цих двох випадках заготовки зовні відрізнятимуться, матимуть різні пріпуськи ( мал. 2 ).
О. ш. застосовується як одноперехідний процес для здобуття простих поковок і багатоперехідний — для деталей складних форм. При багатоперехідній О. ш. виробляють підготовчій операції (т.з. фасонування заготовок), а потім здійснюють остаточне штампування. Багатоперехідну О. ш. виробляють з використанням засобів механізації або на автоматах, на гідравлічних пресах із зусиллям 750 Мн , молотах з масою падаючих частин до 20—25 тс , кривошипних горячештамповочних пресах із зусиллям до 80 Мн , на автоматах для одно- і багатопозиційного штампування, на пресах холодного витискування, машинах для розкочування, кувальних вальцях і ін. спеціалізованому устаткуванні. При штампуванні на гидровінтових пресах і високошвидкісних молотах можна отримувати поковки з тонкими перетинами. На багатопозиційних холодно- і горячештамповочних автоматах здійснюється О. ш. виробів з найбільшими діаметрами: при холодному штампуванні до 50 мм з продуктивністю до 500 шт./ мін , при гарячіше — до 120 мм з продуктивністю до 70 шт. /мін .
Штампи — точний, складний і дорогий інструмент, тому вживання О. ш. доцільно головним чином у великосерійному і масовому виробництвах.
Перспективи подальшого розвитку О. ш. визначаються розширенням вживання штампів для гарячого маловідхідного штампування і конструюванням потужного устаткування для холодного штампування, а також впровадженням нових процесів деформації металів з використанням явищ надпластичності, вживанням гідростатичних методів і ін.