Листове штампування , листове штампування, виготовлення напівфабрикатів, деталей і готових виробів з листових металевих заготовок деформацією їх під дією тиску.
Л. ш. виникла багато століть тому як спосіб виготовлення однакових формою і розмірам деталей домашнього начиння, прикрас, зброї. Технічне і виробниче вдосконалення Л. ш. отримала в 2-ій половині 19 ст у зв'язку з масовим виробництвом деталей озброєння, посуду (гасових ламп) і ін. предметів. Вдосконалення технології Л. ш. забезпечувало значне збільшення продуктивності і поліпшення експлуатаційних показників деталей. На початку 20 ст Л. ш. зіграла виняткову роль в автомобілебудуванні (особливо і виготовленні кузовів); у 30-і рр. — в авіа- і суднобудуванні і виробництві побутових машин; у 50-і рр. — в ракетобудуванні. Деталі, отримані Л. ш., володіють високими міцністю при відносно невеликій масі і відрізняються раціональністю форм. Завдяки використанню пластичних матеріалів Л. ш. дозволяє отримувати і складні формою тонкостінні деталі, і масивні міцні деталі, які не можуть бути отримані іншим способом (наприклад, Л. ш. можна виготовити стрілку ручного годинника і п'ятиметровий лонжерон вантажного автомобіля). Л. ш. деталей у поєднанні із зваркою дозволяє виробляти нероз'ємні вузли практично необмежених розмірів (у вагонобудуванні, суднобудуванні).
Як заготовки використовують стрічку, смугу, аркуш. Штампують зазвичай холодні заготовки. При малій пластичності матеріалу або при недостатній потужності устаткування штампують гарячі заготовки. Основні операції Л. ш. — розділові і формоїзменяющие. В результаті розділових операцій частина заготівки, що деформується, розділяється при зрушенні матеріалу по заданому контуру; до них відносяться відрізання розрізання, вирубка, пробивка, прокол, обрізання, надрезка і зачистка. У формоїзменяющих операціях деформована частина заготівки змінює свої форми і розміри, матеріал переміщається без руйнування; до них відносяться гнучка, скручування, навівка, роздача, обтиск, відбортовка, витяг, рельєфне формування і ін.
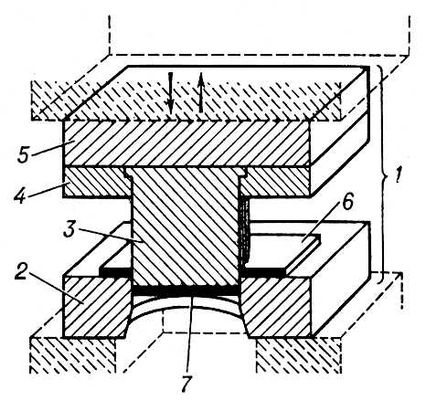
Л. ш. здійснюють в штампах, що полягають, як правило, з нерухомої і рухливої половин, що несуть робочі частини (матрицю і пуансон), при зближенні яких поміщена між ними заготівка деформується ( рис .). Половини штампів закріплені в пресі . Нерухома половина — на столі, рухлива — в повзунові (виконавчому механізмі). Робочі частини штампів виготовляють з інструментальних сталей; при дрібносерійному штампуванні деталей з алюмінію і ін. м'яких матеріалів застосовують різні замінники (пластмаси, пресовану деревину і ін.).
Для здешевлення виробництва при малому об'ємі Л. ш. деталей (особливо великогабаритних) матрицю виготовляють з чавуну, стали або бетону, а пуансон замінюють водою або ін. рідиною, що знаходиться в контейнері, розташованому на матриці над заготівкою. В результаті вибуху порохового заряду у воді створюється тиск на листову заготівку і відбувається її деформація за формою матриці. Цей метод названий вибуховим штампуванням . Використовують також електричний розряд, дія якого на воду передається заготівці, — метод електролітичного штампування. Заготовки можна штампувати в штампі, який має одну робочу частину (матрицю або пуансон). В цьому випадку для створення тиску на заготівку використовують розряд високовольтних конденсаторів, в результаті якого створюється потужне бистроменяющєєся магнітне поле, — метод електромагнітного штампування (див. Ковальсько-штампувальне виробництво ) .
Точність деталей, отриманих Л. ш. (по більшості операцій), оцінюється 3—4-м-код класом, окремі операції — зачистка, спеціальні прийоми вирубки і пробивки, витяг із стоншуванням, калібрування забезпечують 2-й клас. При холодній Л. ш. якість поверхні листових заготовок в більшості випадків зберігається, тому при штампуванні з холоднокатаних матеріалів чистота поверхонь деталей — 6—8-го класу. Питома міцність, характерна для заготовок з прокату, після Л. ш. не знижується, а, навпроти, в результаті деяких формоїзменяющих операцій унаслідок супутнього їм зміцнення матеріалу підвищується.
Вартість деталей в основному складається з вартості матеріалу і витрат на їх виготовлення. При Л. ш. вартість металів в середньому складає 80—85%, а витрати на виготовлення — 15—20%. Різноманітність методів штампування, вживання різних по конструкції штампів (спеціальних і універсальних) і використання відповідних матеріалів для їх виготовлення забезпечують рентабельне виробництво одних і тих же деталей Л. ш. при будь-якому обсязі випуску. Л. ш. — високопродуктивний процес, наприклад на пресах із зусиллям 1 Мн (100 тс ) при роботі з ручною подачею заготовок із стрічки годинна продуктивність складає 600—800 деталей, а з валкової подачею — 3000—4000 і більш.
Т. о., Л. ш. забезпечує зведення складних процесів виробництва до простішим (удари преса), стабільну точність штампованих деталей, виготовлення деталей невеликим числом операцій і переходів, низькі витрати виробництва, збереження в е р б отд.(окремий) випадках збільшення питомої міцності матеріалу заготівки, низьку вартість інструменту-штампу. Методами Л. ш. отримують деталі і готові вироби для багатьох галузей народного господарства: приладобудування і суднобудування, автомобільної і авіаційної промисловості, годинного виробництва і так далі
Для подальшого вдосконалення Л. ш. необхідні: повніша механізація і автоматизація дрібносерійного виробництва, вживання автоматичних ліній пресів в масовому виробництві, підвищення стійкості і бистросменності штампів, підвищення ефективності використання пресового устаткування, збільшення швидкості деформації у формотворних операціях, зниження витрати металу.
Літ. : Мещерін Ст Т., Листове штампування. Атлас схем, 2 видавництва, М., 1958; Ісаченков Е. І., Штампування гумою і рідиною, 2 видавництва, М., 1967.