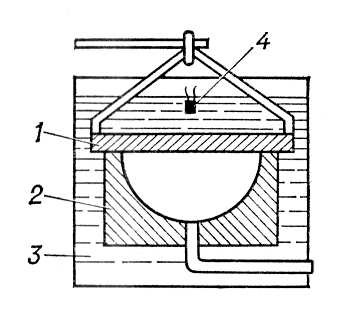
Вибухове штампування, штампування металів, головним чином аркушевих, при якому тиск створюється енергією вибуху бризантної вибухової речовини, пороху або газової суміші через передавальне (проміжну) середовище. Принципова відмінність Ст ш. від звичайного — в миттєвому ( мсек і мксек ) додатку до металу великої механічної напруги, що значно перевищує межу пружності даного металу, що деформується. Якість виробами по точності і фізіко-механічнім властивостям не поступається, а часто і перевершує якість виробів, відштампованих на пресах. Ст ш. запропоновано в Харківському авіаційному інституті в 40-х рр., а в середині 50-х рр. широко застосовувалося при виготовленні великогабаритних деталей ракет і літаків. Розрізняють декілька видів установок для Ст ш.: через рідке передавальне середовище, найчастіше воду ( мал. 1 ); через газове середовище; у атмосфері розрідженого газу або у вакуумній камері. Матеріалом для штампів (матриць) при дрібносерійному виробництві деталей за допомогою вибухових речовин служать м'які стали, алюміній, цинк, пластмаси, армобетон і ін. матеріали; при великосерійному виробництві штампи виготовляють із звичайних штампових і інструментальних сталей. Проста установка для Ст ш. є поглиблений в землю залізобетонний з металевим облицюванням басейн з водою. Матриця з розташованим над нею зарядом повністю занурюється у воду і виробляється вибух.
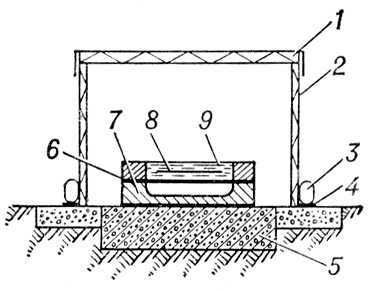
Ст ш. у басейнах зв'язано з рядом недоліків, що перешкоджають його широкому поширенню (необхідно кожного разу або опускати у воду багатотонну матрицю, або відкачувати воду з басейну, а потім наповнювати його знов; виплеск води силоміць вибуху і сейсмічні коливання грунту утрудняють Ст ш. у басейнах усередині будівель і вимушують найчастіше виробляти його на відкритих полігонах). Цих недоліків позбавлено безбассейновоє Ст ш., виконуване в рухливих ( мал. 2 ) або стаціонарних камерах; вода знаходиться лише між зарядом і заготівкою, а останній простір бронекамери заповнений повітрям, що значно ослабляє ударну хвилю. У мікробасейн з водою, утворений притискним кільцем, укладається плоский заряд бризантної вибухової речовини. У торцевих стінках бронекамери зроблені вирізи, і у момент вибуху вони закриваються нерухомими стінками укріпленими на фундаменті за допомогою контрфорсів. Вирізи в торцевих стінках дають можливість однією бронекамерой обслужити два і більш робочих місця, економлячи площу цеху. Безбассейновоє Ст ш. — перспективний процес, що дозволяє понизити трудомісткість виготовлення деталей в порівнянні з штампуванням на пресах до 10 разів, в 20 разів зменшити капітальні витрати і різко скоротити терміни організації виробництва. Ст ш. кожній деталі може вироблятися крупними зарядами за один вибух (так зване одинімпульсне Ст ш.), серією малих зарядів (так зване багатоімпульсне Ст ш.). Багатоімпульсне Ст ш. інколи здійснюється автоматично, з подачею зарядів із спеціального подаючого бункера.
Літ.: ялицевих Лісів Р. Ст, Завьялова Ст І., Штампування листового металу вибухом, М., 1964; Степанов Ст Р., Шавров І. А., Імпульсна металообробка в судновому машинобудуванні, Л., 1968.