Еоектрофізичні і електрохімічні методи обробки, загальна назва методів обробки конструкційних матеріалів безпосередньо електричним струмом, електролізом і їх поєднанням з механічною дією. У Е. і е. м. о. включають також методи ультразвукові, плазмові і ряд інших методів. З розробкою і впровадженням у виробництво цих методів зроблений принципово новий крок в технології обробки матеріалів — електрична енергія з допоміжного засобу при механічній обробці (здійснення руху заготівки, інструменту) стала робочим агентом. Усе більш широке використання Е. і е. м. о. в промисловості обумовлено їх високою продуктивністю, можливістю виконувати технологічні операції, недоступні механічним методам обробки. Е. і е. м. о. вельми всілякі і умовно їх можна розділити на еоектрофізичних (електроерозійні, електромеханічні, променеві), електрохімічних і комбіновані ( мал. 1 ).
Еоектрофізичні методи обробки
Електроерозійна обробка заснована на вириванні часток матеріалу з поверхні імпульсом електричного розряду. Якщо задана напруга (відстань) між електродами, зануреними в рідкий діелектрик, то при їх зближенні (збільшенні напруги) відбувається пробій діелектрика — виникає електричний розряд, в каналі якого утворюється плазма з високою температурою.
Т. до. тривалість використовуваних в даному методі обробки електричних імпульсів не перевищує 10 —2 сік, тепло, що виділяється, не встигає поширитися в глиб матеріалу і навіть незначної енергії виявляється досить, щоб розігріти, розплавити і випарити невелику кількість речовини. Крім того, тиск що розвивається частками плазми при ударі об електрод, сприяє викиду (ерозії) не лише розплавленої, але і просто розігрітої речовини. Оскільки електричний пробій, як правило, відбувається по найкоротшій дорозі, то перш за все руйнуються найбільш близько розташовані ділянки електродів. Т. о., при наближенні одного електроду заданої форми (інструменту) до іншого (заготівці) поверхня останнього набуде форми поверхні першого ( мал. 2 ). Продуктивність процесу, якість отримуваної поверхні в основному визначаються параметрами електричних імпульсів (їх тривалістю, частотою дотримання, енергією в імпульсі). Електроерозійний метод обробки об'єднав електроїськрової і електроімпульсні методи.
обробка Електроїськровая була запропонована радянськими ученими H. І. і Б. Р. Лазаренко в 1943. Вона заснована на використанні іскрового розряду . При цьому в каналі розряду температура досягає 10000 °С, розвиваються значні гідродинамічні сили, але самі імпульси відносно короткі і, отже, містять мало енергії, тому дія кожного імпульсу на поверхню матеріалу невелика. Метод дозволяє отримати хорошу поверхню, але не володіє достатньою продуктивністю. Крім того, при цьому методі знос інструменту відносно великий (досягає 100% від об'єму знятого матеріалу). Метод використовується в основному при прецизійній обробці невеликих деталей, дрібних отворів, вирізці контурів. твердосплавних штампів дротяним електродом (див. нижчий).
Електроімпульсна обробка заснована на використанні імпульсів дугового розряду . Запропонована радянським фахівцем М. М. Пісаревським в 1948. Цей метод став упроваджуватися в промисловість в початку 1950-х рр. На відміну від іскрового, дуговий розряд має температуру плазми нижче (4000—5000°С), що дозволяє збільшувати тривалість імпульсів, зменшувати проміжки між ними і т.ч. вводити в зону обробки значні потужності (декілька десятків квт ) , тобто збільшувати продуктивність обробки. Характерне для дугового розряду переважне руйнування катода приводить до того, що знос інструменту (в цьому випадку він підключається до анода) нижче, ніж при електроїськрової обробці, складаючи 0,05—0,3% від об'єму знятого матеріалу (інколи інструмент взагалі не зношується). Економічніший електроімпульсний метод використовується в основному для чорнової обробки і для трьохкоординатної обробки фасонних поверхонь. Обидва методи (електроїськрової і електроімпульсний) доповнюють один одного.
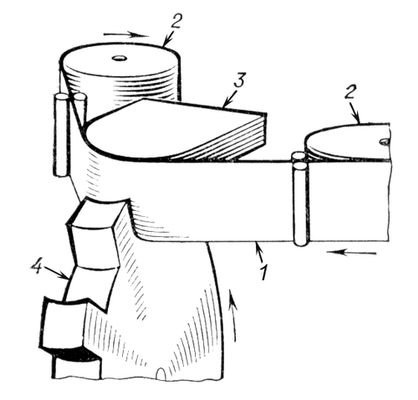
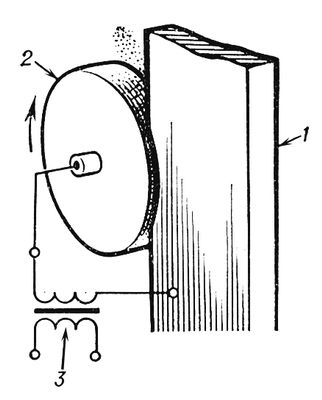
Електроерозійні методи особливо ефективні при обробці твердих матеріалів і складних фасонних виробів. При обробці твердих матеріалів механічними способами великого значення набуває знос інструменту. Перевага електроерозійних методів (як і взагалі всіх Е. і е. м. о.) полягає в тому, що для виготовлення інструменту використовуються дешевші, легко оброблювані матеріали. Часто при цьому знос інструментів незначний. Наприклад, при виготовленні деяких типів штампів механічними способами більше 50% технологічної вартості обробки складає вартість використовуваного інструменту. При обробці цих же штампів електроерозійними методами вартість інструменту не перевищує 3,5%. Умовно технологічні. прийоми електроерозійної обробки можна розділити на прошивку і копіювання. Прошивкою удається отримувати отвори діаметром менше 0,3 мм, що неможливо зробити механічними методами. В цьому випадку інструментом служить тонке зволікання. Цей прийом на 20—70% скоротив витрати на виготовлення отворів у фільєрах, у тому числі діамантових. Більш того, електроерозійні методи дозволяють виготовляти спіральні отвори. При копіюванні набула поширення обробка стрічковим електродом ( мал. 3 ). Стрічка, перемотуючись з котушки на котушку, огинає копір, що повторює форму зуба. На грубих режимах стрічка «прорізає» заготівку на необхідну глибину, після чого обертанням заготівки щілина розширюється на потрібну ширину. Поширеніша обробка дротяним електродом (стрічка замінюється дротом). Цим способом, наприклад, можна отримувати з єдиного шматка матеріалу одночасно пуансон і матрицю штампу, причому їх відповідність практично ідеально. Можливості електроерозійної обробки при виготовленні деталей складної форми видно із мал.(малюнок) 4а, би . Інші її різновиди: розмірна обробка, зміцнення інструменту, здобуття порошків для порошкової металургії і ін. Див. також Віхрекопіровальная обробка .
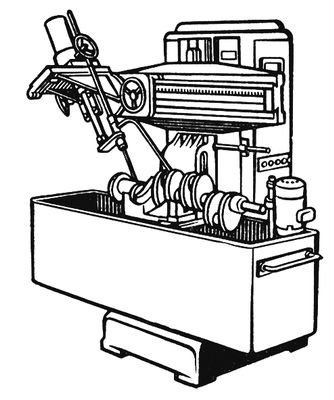
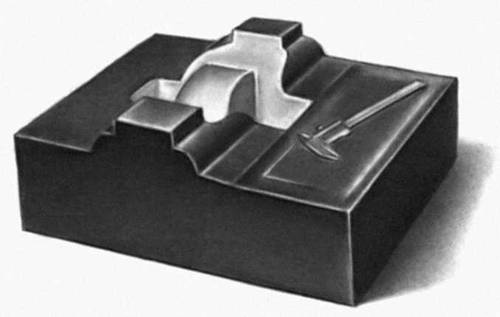
Перший в світі радянський електроерозійний (електроїськрової) верстат був призначений для видалення застряглого в деталі зламаного інструменту (1943). З тих пір в СРСР і за кордоном випущено велике число всіляких за призначенням, продуктивності і конструкції електроерозійних верстатів. За призначенням (як і металоріжучі верстати ) розрізняють верстати універсальні, спеціалізовані (див., напр., мал. 5 ) і спеціальні, по необхідній точності обробки — загального призначення, підвищеної точності, прецизійні. Загальними для всіх електроерозійних верстатів вузлами є пристрій для кріплення і переміщення інструменту (заготовки), гідросистема, пристрій для автоматичного регулювання міжелектродного проміжку (між заготівкою і інструментом). Генератори відповідних імпульсів (іскрових або дугових) виготовляються, як правило, окремо і можуть працювати з різними верстатами. Основні відмінності пристроїв для переміщення інструменту (заготовки) в електроерозійних верстатах від таких в металоріжучих верстатах — відсутність значних силових навантажень і наявність електричної ізоляції між електродами. Гідросистема складається з ванни з робочою рідиною (технічного масла, гас і т. п.) гидронасоса для прокачування рідини через міжелектродний проміжок і фільтрів для очищення рідини, що поступає в насос, від продуктів ерозії.
Електроімпульсний верстат відрізняється від електроїськрового практично лише генератором імпульсів. Радянська промисловість випускає генератори різного призначення. Розвиток техніки напівпровідникових приладів дозволив створити генератори, що забезпечують зміну параметрів імпульсів в широких межах. Наприклад, в радянського генератора ШГИ-125-100 діапазон частот дотримання імпульсів 0,1—100 кгц, тривалість імпульсів 3—9000 мксек, максимальна потужність 7,5 квт, номінальна сила струму 125 а. Діапазон робітників напрузі, що виробляються для електроїськрової обробки, — 60—200 в, а для електроімпульсної — 20—60 ст Сучасні електроерозійні верстати — високоавтоматизовані установки, частенько що працюють в напівавтоматичному режимі.
Електромеханічна обробка об'єднує методи, що поєднують одночасну механічну і електричну дію на оброблюваний матеріал в зоні обробки. До них же відносять методи, засновані на використанні деяких фізичних явищ (наприклад, гідравлічний удар, ультразвук і ін.).
обробка Електроконтакта заснована на введенні в зону механічної обробки електричної енергії — збудженні потужної дуги змінного або постійного струму (до 12 но при напрузі до 50 в ) між, наприклад, диском, службовцем для видалення матеріалу із зони обробки, і виробом ( мал. 6 ). Застосовується для обдирання литва, різання і інших видів обробки, аналогічних по кінематиці рухів майже всім видам механічної обробки. Переваги методу — висока продуктивність (до 10 6 мм 3 /мін ) на грубих режимах, простота інструменту, робота при відносно невеликій напрузі, низький питомий тиск інструменту — 30—50 кн/м 2 (0,3— 0,5 кгс/см 2 ) і, як наслідок, можливість використання для обробки твердих матеріалів інструменту, виготовленого з відносно м'яких матеріалів. Недоліки — велика шорсткість обробленої поверхні теплові дії на метал при жорстких режимах.
Різновидом обробки електроконтакта є електроабразивна обробка — обробка абразивним інструментом (в т.ч. діамантово-абразивним), виготовленим на основі провідних матеріалів. Введення в зону обробки електричної енергії значно скорочує знос інструменту.
Електроконтакти верстати по кінематиці не відрізняються практично від відповідних металоріжучих верстатів; мають потужне джерело струму.
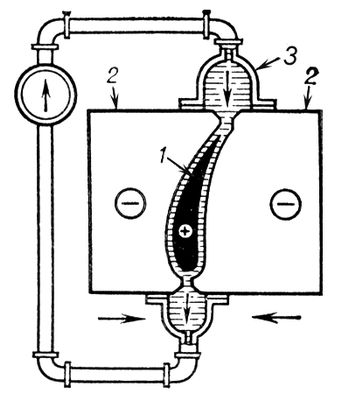
Магнітоїмпульсная обробка застосовується для пластичної деформації металів і сплавів (обтискання і роздача труб, формування трубчастих і листових заготовок, калібрування і т. п.) і заснована на безпосередньому перетворенні енергії змінного з великою швидкістю магнітного поля, що збуджується, наприклад, при розряді батареї потужних конденсаторів на індуктор, в механічну роботу при взаємодії з провідником (заготівкою) ( мал. 7 ). Переваги методу — відсутність рухомих частин, що труться, в установках, висока надійність і продуктивність, легкість управління і компактність, наявність лише одного інструменту — матриці або пуансона (роль іншого виконує поле) і др.: недоліки — відносно невисокий ккд(коефіцієнт корисної дії), скрутність обробки заготовок з отворами або пазами (що заважають протіканню струму) і великої товщини.
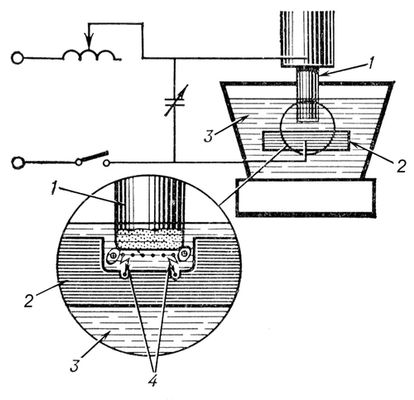
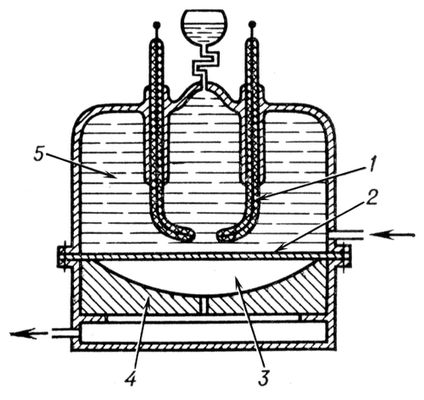
Електрогідравлічна обробка (головним чином штампування). Заснована на використанні енергії гідравлічного удару при потужному електричному (іскровому) розряді в рідкому діелектрику ( мал. 8 ). При цьому необхідне вакуумування порожнини між заготівкою і матрицею, оскільки із-за величезних швидкостей руху заготівки до матриці повітря не встигає піти з порожнини і перешкоджає щільному приляганню заготівки до матриці. Метод простий, надійний, але володіє невеликим ккд(коефіцієнт корисної дії), вимагає високої електричної напруги і не завжди дає відтворні результати.
Променева обробка . До променевих методів обробки відноситься обробка матеріалів електронним пучком і світловими променями (див. Лазерна технологія ) . Електроннопроменева обробка здійснюється потоком електронів високих енергій (до 100 кев ) . Таким дорогою можна обробляти всі відомі матеріали (сучасна електронна оптика дозволяє концентрувати електронний пучок на вельми малій площі, створювати в зоні обробки величезну щільність потужності). Електроннопроменеві верстати можуть виконувати різання (в т.ч. прошивка отворів) і зварку з великою точністю (до 50 ). Основою електроннопроменевого верстата є електронна гармата . Верстати мають також пристрої контролю режиму обробки, переміщення заготівки, вакуумне устаткування. Із-за відносно високої вартості, малої продуктивності, технічній складності верстати використовуються в основному для виконання прецизійних робіт в мікроелектроніці, виготовлення фільєр з отворами малих (до 5 мкм ) діаметрів, робіт з особливо чистими матеріалами.
До еоектрофізичних методів обробки відноситься також плазмова обробка .
Електрохімічні методи обробки
Засновані на законах електрохімії . По використовуваних принципах ці методи розділяють на анодних і катодних (див. Електроліз ), по технологічних можливостях — на поверхневих і розмірних.
Поверхнева електрохімічна обробка. Практичне використання електрохімічних методів почалося з 30-х рр. 19 ст (гальваностегія і гальванопластика, див.(дивися) Гальванотехніка ) . Перший патент на електролітичне полірування був виданий в 1910 Е. І. Шпітальському . Суть методу полягає в тому, що під дією електричного струму в електроліті відбувається розчинення матеріалу анода (анодне розчинення), причому найшвидше розчиняються виступаючі частини поверхні, що приводить до її вирівнювання. При цьому матеріал знімається зі всієї поверхні, на відміну від механічного полірування, де знімаються лише найбільш виступаючі частини. Електролітичне полірування дозволяє отримати поверхні вельми малої шорсткості. Важлива відмінність від механічного полірування — відсутність яких-небудь змін в структурі оброблюваного матеріалу. Див. статті Анодування, Пасивування .
Розмірна електрохімічна обробка. До цих методів обробки відносять анодно-гідравлічну і анодно-механічну обробку .
анодно-гідравлічна обробка вперше була застосована в Радянському Союзі в кінці 20-х рр. для витягання із заготівки залишків застряглого зламаного інструменту. Швидкість анодного розчинення залежить від відстані між електродами: чим воно менше, тим інтенсивніше відбувається розчинення. Тому при зближенні електродів поверхня анода (заготівка) в точності повторюватиме поверхню катода (інструменту). Проте процесу розчинення заважають продукти електролізу, обробки, що скупчуються в зоні, і виснаження електроліту. Видалення продуктів розчинення і оновлення електроліту здійснюються або механічним способом (анодно-механічна обробка), або прокачуванням електроліту через зону обробки ( мал. 9 ).
Цим методом, підбираючи електроліт, можна обробляти практично будь-які струмопровідні матеріали, забезпечуючи високу продуктивність у поєднанні з високою якістю поверхні. Використовувані для анодно-гідравлічної обробки електрохімічні верстати прості в обігу, використовують низьковольтне (до 24 в ) електроустаткування. Проте значна щільність струму (до 200 а/см 2 ) вимагає потужних джерел струму, великих витрат електроліту (інколи до 1 / 3 площі цехів займають баки для електроліту).
Комбіновані методи обробки поєднують в собі переваги еоектрофізичних і електрохімічних методів. Використовувані поєднання всілякі. Наприклад, поєднання анодно-механічної обробки з ультразвуковою в деяких випадках підвищує продуктивність в 20 разів. Що існують електроерозіонно-ультразвукові верстати дозволяють використовувати обидва методи як окремо, так і разом.
Літ.: Вішніцкий А. Л., Ясногородський І. 3., Грігорчук І. П., Електрохімічна н електромеханічна обробка металів, Л., 1971; Еоектрофізичні і електрохімічні методи розмірної обробки матеріалів, М., 1971; Черепанов Ю. П., Самецкий Би. І., Електрохімічна обробка в машинобудуванні, М., 1972; Нове в еоектрофізичній і електрохімічній обробці матеріалів, Л., 1972.