Лазерна технологія , процеси обробки і зварки матеріалів випромінюванням лазерів . В Л. т. застосовують твердотілі і газові лазери імпульсної і безперервної дії. У більшості процесів Л. т. використовується термічна дія світла, що викликається його поглинанням в оброблюваному матеріалі. Для збільшення щільності потоку випромінювання і локалізації зони обробки застосовують оптичні системи.
Особливості Л. т.: висока щільність потоку випромінювання в зоні обробки, що дає необхідний термічний ефект за короткий час (тривалість імпульсу 1 мсек і менш); локальність дії випромінювання, обумовлена можливістю його фокусування в світлові пучки гранично малого діаметру (порядку довжини хвилі випромінювання); мала зона термічного впливу, що забезпечується короткочасною дією випромінювання; безконтактний введення енергії в зону обробки і можливість ведення технологічних процесів в будь-якому прозорому середовищі (вакуум, газ, рідина, тверде тіло), через прозорі вікна технологічних камер, оболонки електровакуумних приладів і так далі Найбільш вивчені і освоєні процеси зварки, свердління і різання.
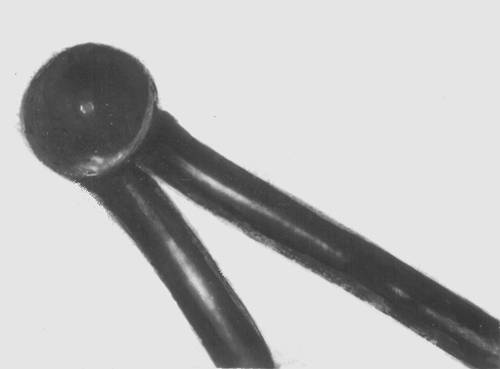
Лазерна зварка ( мал. 1а—г ) може бути точковою і шовною. В більшості випадків застосовують імпульсні лазери, що забезпечують найменшу зону термічного впливу. За допомогою лазерної зварки можна отримувати високоякісні з'єднання деталей з неіржавіючої сталі, нікелю, молібдену, ковара і ін. Висока потужність лазерного випромінювання дозволяє зварювати матеріали з високою теплопровідністю (мідь, срібло). Можлива лазерна зварка матеріалів, що погано піддаються зварці ін. методами (вольфрам з алюмінієм, мідь із сталлю, берилієва бронза з ін. сплавами). Щільність потоку випромінювання на поверхні зварюваних деталей залежно від їх матеріалу знаходиться в межах 0,1—1 Мвт/см 2 . Глибина проплавлення матеріалу при зварці імпульсним твердотілим лазером може бути 0,05—2 мм при її відношенні до діаметру зварної крапки або ширини шва від 0,5 до 5, що робить можливою надійну зварку деталей завтовшки від 0,01 до 1 мм. Устаткування для лазерної зварки забезпечує роботу в наступних режимах: енергія випромінювання в імпульсі 0,1—30 дж, тривалість імпульсу 1—10 мсек, діаметр світлової плями 0,05—1,5 мм. Продуктивність точкової зварки 60 операцій в мін, шовною — 1 м-кодів/мін при глибині проплавлення 0,5 мм. Найбільш ефективне вживання лазера для зварки у важкодоступних місцях конструкцій, при з'єднанні легкодеформіруємих деталей, в умовах інтенсивного тепловідводу (наприклад, для матеріалів з високою теплопровідністю, при низьких температурах і так далі), а також в тих випадках, коли треба забезпечити мінімальну зону термічного впливу. Економічно вигідна заміна паяння мініатюрних деталей зваркою за допомогою лазера, оскільки в цьому випадку виключається забруднення зварюваних деталей флюсом, виходить з'єднання вищої якості, конструкція важить менше. Сфери застосування лазерної зварки: виготовлення електровакуумних і напівпровідникових приладів, інтегральних схем, приладів точної механіки і так далі Лазерна зварка дозволяє підвищити продуктивність праці в 3—5 разів в порівнянні із звичайними способами зварки і паянням.
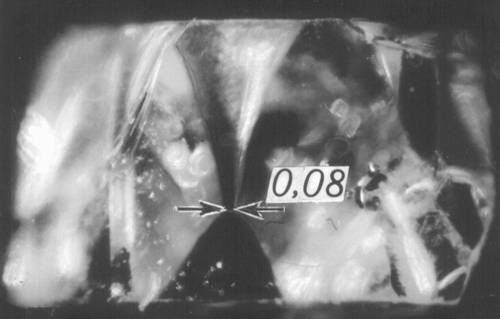
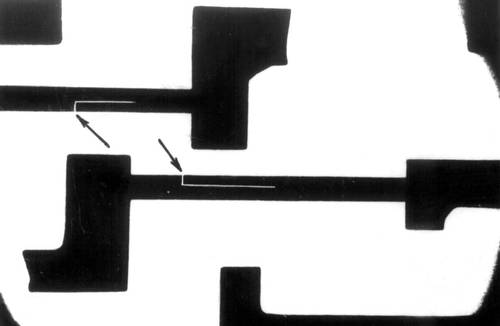
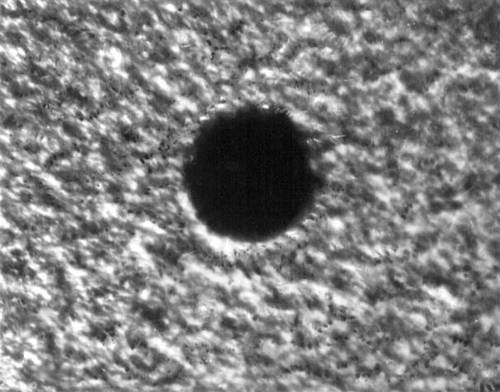
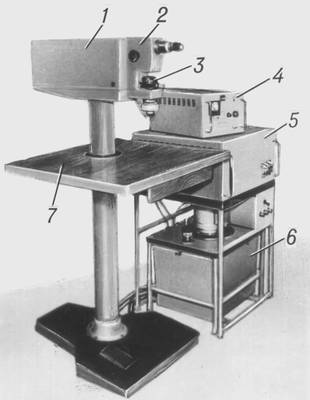
Свердління отворів лазером ( мал. 2а—г ) можливо в будь-яких матеріалах. Як правило, для цієї мети використовують імпульсні лазери з енергією в імпульсі 0,1—30 дж при тривалості 0,1—1 мсек, щільність потоку випромінювання в зоні обробки 10 Мвт/см 2 і більш. Максимальна продуктивність досягається при свердлінні отворів за один імпульс з великою енергією (до 30 дж ) . При цьому основна маса матеріалу віддаляється з отвору в розплавленому стані під тиском пари, випару відносно невеликої частини речовини, що утворився в результаті. Проте точність обробки одинімпульсним методом невисока (10—20% від розміру діаметру). Максимальна точність (1—5%) і керованість процесом свердління досягається при дії на матеріал серії імпульсів (багатоімпульсний метод) з відносно невеликою енергією (зазвичай 0,1—0,3 дж ) і малою тривалістю (0,1 мсек і менш). Можливе свердління крізних і глухих отворів з різними формами поперечного (круглі, трикутні і т.д.) і подовжнього (циліндрового, конічного і ін.) перетинів. Освоєно свердління отворів діаметром 0,003—1 мм при відношенні глибини до діаметру 0,5—10. Шорсткість поверхні стінок отворів залежно від режиму обробки і властивостей матеріалу відповідає 6—10 класам чистоти (Ñ6—Ñ10), а глибина структурно зміненого, або дефектного, шару складає 1—100 мкм. Продуктивність лазерних установок для свердлінь отворів звичайні 60—240 отворів в мин. Найбільш ефективне вживання лазера для свердління важкооброблюваних ін. методами матеріалів (алмаз, рубін, кераміка і т.д.), здобуття отворів діаметром менше 100 мкм в металах, свердління під кутом до поверхні. У СРСР свердління отворів лазерним променем знайшло особливо широке вживання у виробництві рубінових годинникових каменів і діамантових волок. Наприклад, успішно виконується свердління діамантових волок на установці «Квант-9» з лазером на склі з домішкою неодима ( мал. 3 ). Продуктивність праці на цій операції збільшилася в 12 разів в порівнянні з методами, що раніше застосовувалися.
Безконтактне видалення лазером вельми малих мас матеріалу застосовують також при динамічному балансуванні роторів гіроскопів і при точній підгонці балансів годинникових механізмів, що дозволяє істотно підвищити точність цих операцій і збільшити продуктивність.
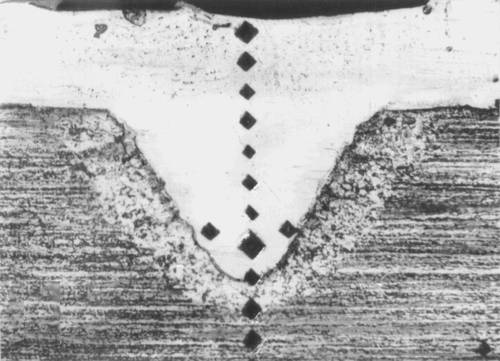
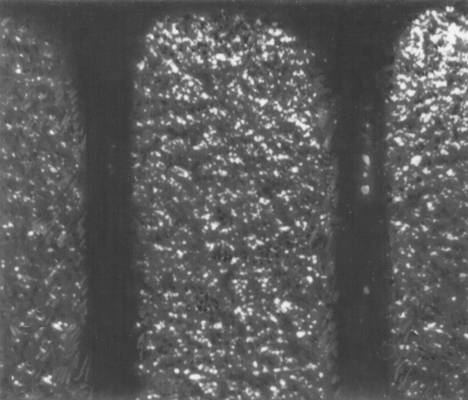
Лазерне різання матеріалів ( мал. 4 ) здійснюють як в імпульсному, так і в безперервному режимі. При різанні в імпульсному режимі безперервний рез виходить в результаті накладення наступних один за одним отворів. Найбільш широке вживання отримало різання (фрезерування) тонкоплівкових пасивних елементів інтегральних схем, наприклад з метою точної підгонки значень їх опору або ємкості. Для цього застосовують імпульсні лазери на алюмо-ітрієвому гранаті з модуляцією добротності, лазери на вуглекислому газі. Імпульсний характер обробки забезпечує мінімальну глибину прогрівання матеріалу і виключає пошкодження підкладки, на яку нанесена плівка. Лазерні установки різних типів дозволяють вести обробку при наступних режимах: енергія випромінювання 0,1—1 мдж, тривалість імпульсу 0,01—100 мксек, щільність потоку випромінювання до 100 Мвт/см 2 , частота повторення імпульсів 100—5000 імпульсів в 1 сек. У поєднанні з автоматично системами, що управляють, лазерні установки для підгонки резисторів забезпечують продуктивність більше 5 тис. операцій за 1 ч. Імпульсні лазери на алюмо-ітрієвому гранаті застосовуються також для різання напівпровідникових пластин-підкладок інтегральних схем.
Лазери безперервної дії на вуглекислому газі потужністю від декількох сотень Вт до декількох квт застосовують для газолазерного різання, при якому в зону дії лазерного променя подається струмінь газу. Газ вибирають залежно від вигляду оброблюваного матеріалу. При різанні дерева, фанери, пластиків, паперу, картону, текстильних матеріалів в зону обробки подається повітря або інертний газ, які охолоджують краї реза і перешкоджають згоранню матеріалу і розширенню реза. При різанні більшості металів, стекла, кераміки струмінь газу видуває із зони дії світивши розплавлений матеріал, Що дозволяє отримувати поверхні малою шорсткістю і забезпечує високу точність реза. При різанні заліза, маловуглецевих сталей і титану в зону нагріву подається струмінь кисню. В результаті екзотермічної реакції окислення металу виділяється додаткове тепло, що дозволяє значно підвищити швидкість різання. Характерні режими газолазерного різання: потужність випромінювання 300—1000 Вт, щільність потоку випромінювання в зоні обробки 100 квт/см 2 , ширина реза 0,3—1 мм товщина матеріалу, що розрізає, до 10 мм; швидкість різання залежить від товщини і властивостей оброблюваного матеріалу і може бути від 0,5 до 10 м-кодів/мін, для тонких матеріалів (папір, тканина) до 50 м-кодів/мін і більш. Достоїнства газолазерного різання: простота автоматизації процесу, мала ширина реза і невелика глибина зони термічного впливу, відсутність шкідливих відходів при різанні склопластиків, оплавлення країв реза синтетичних текстильних матеріалів, що перешкоджає їх розпусканню.
Лазери на вуглекислому газі застосовують для різання крихких матеріалів (стекло, кераміка) методом керованого термічного розколювання. При локальному нагріві матеріалу по траєкторії руху променя створюється термічна напруга, що перевищує межу міцності матеріалу. Виникаюча тріщина розвивається услід за променем, траєкторія якого може мати складну форму. Швидкість різання досягає декілька м-кодів/мін. Кероване термічне розколювання застосовується при різанні скляних трубок у виробництві електровакуумних приладів, керамічних підкладок інтегральних схем, для різання листового і фасонного скла.
Вживання лазера в інших областях. Термічна дія лазерного випромінювання може бути застосоване для поверхневого зміцнення (гарт і «залік» мікродефектів оплавленням) бистроїзнашивающихся металевих деталей наприклад ріжучого інструменту для створення електронно-діркових переходів у виробництві напівпровідникових приладів . У виробництві інтегральних схем дію лазера використовують для локальної термічної дисоціації деяких металлсодержащих органічних сполук при виготовленні плівкових елементів схем; для інтенсифікації процесів локального окислення і відновлення; для здобуття тонких плівок шляхом випару матеріалів у вакуумі.
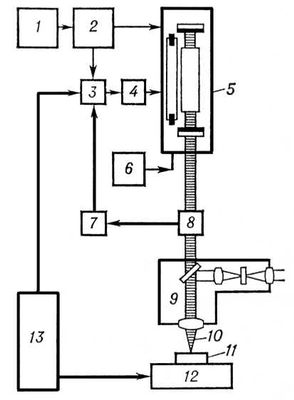
В СРСР промисловість випускає лазерні технологічні установки різного призначення з лазерами на склі з неодимом, алюмо-ітрієвому гранаті, вуглекислому газі і на ін. активних середовищах. На мал. 5 представлена типова блок-схема лазерної технологічної установки.
Подальший розвиток Л. т. пов'язано із збільшенням потужностей лазерів, що дозволить обробляти матеріали ще більшої товщини. Завданнями Л. т. в області забезпечення вищої точності обробки є розробка ефективних методів управління параметрами випромінювання, поліпшення рівномірності розподілу інтенсивності випромінювання по перетину пучка, підвищення стабільності вихідних параметрів лазерів, а також детальне вивчення фізичних процесів дії лазерного випромінювання на матеріали в різних режимах роботи лазерів.
Літ.: Дія випромінювання великої потужності на метали, М., 1970; Лазерна технологія, М., 1970; Технологічне вживання газових лазерів, Л., 1970; Лазерна літографія, Л., 1971.