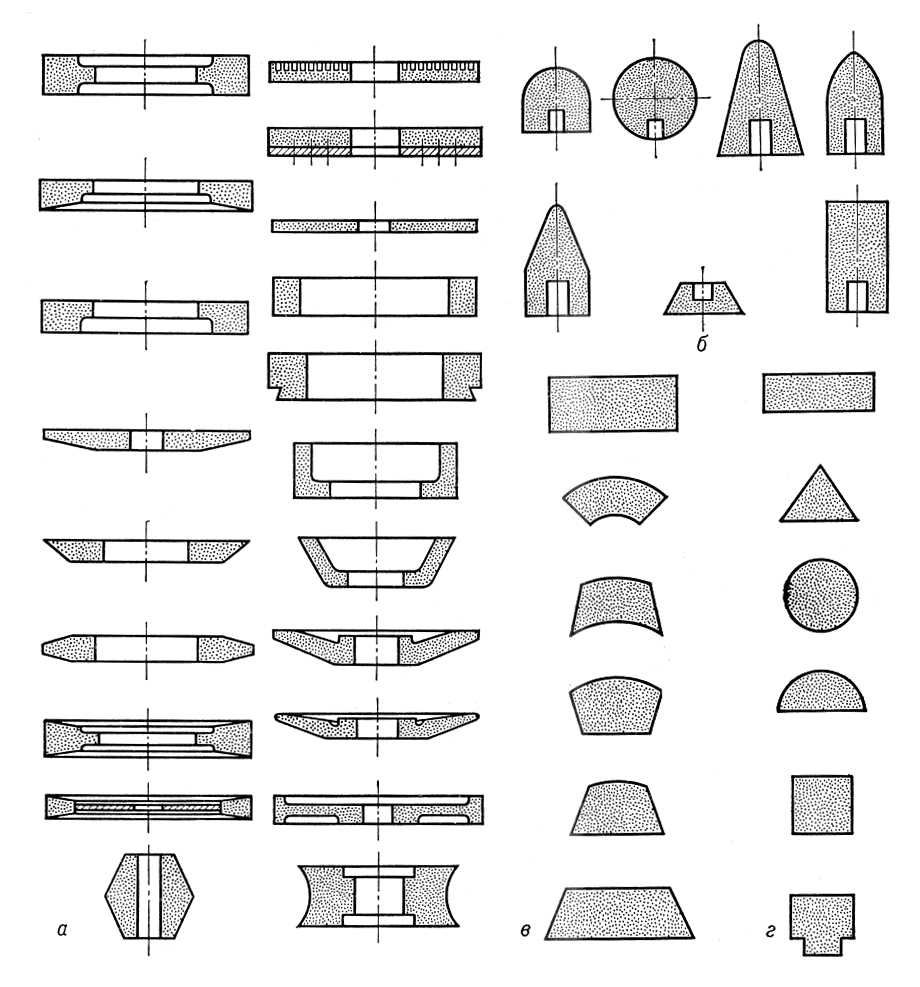
Абразивний інструмент, виготовляється з абразивних матеріалів, призначений для механічної обробки металу, шкіри, дерева, скла, гірських порід, пластмас і ін. Промисловими способами А. і. почали виготовляти в 2-ій половині 19 ст (з часу появи шліфувальних верстатів). А. і. розділяють на 2 основних типа: жорсткі (шліфувальні круги, голівки, сегменти і бруски, мал. 1 ) і гнучкі (шліфувальна шкірка і вироби з неї — стрічки, диски і ін.). Для виготовлення А. і. застосовують електрокорунд (нормальний, білий, легований присадками окислу хрому, монокорунд); карбід кремнію (зелений і чорний); синтетичні і природні алмази. А. і. випускаються на керамічній, бакелітовій, вулканітової і рідше на силікатній, гліфтальовой і магнезійній в'язках, що скріпляють окремі абразивні зерна. За кордоном застосовують також олеанітовую і шеллаковую в'язки.
Номенклатура стандартних А. і. передбачає близько 750 тіпоразмеров, а всього налічується близько 12 000 різновидів. Шліфувальні круги з електрокорунда і карбіду кремнію виготовляють діаметром від 3 до 1100 мм і товщиною 0,5—200 мм з діаметром посадочних отворів від 1 до 305 мм; з діамантових зерен (на бакелітових, металевих і керамічних в'язках) — діаметром від 6 до 300 мм з товщиною робочого кільця 1,5—5 мм і шириною від 3 до 20 мм. Важливий показник А. і. — концентрація алмазів (вміст діамантового зерна в 1 мм 3 алмазоносного шару; при 100% концентрації в 1 мм 3 міститься 0,878 міліграму діамантових зерен). Концентрація алмазів в кругах в діамантовому шарі від 25 до 200%.
Шліфувальна шкірка і вироби з неї випускаються на підставах з тканини і паперу з ріжучими зернами з електрокорунда, карбіду кремнію, скла і кремнію. Шкірка застосовується для ручних і механізованих шліфувальних робіт, зокрема — для стрічкового шліфування. Залежно від необхідної міцності шкірка виготовляється на підставах з бязі, саржі, полудвунітки або папери. Найбільший опір розриву в шкірки на саржі.
Від інших видів ріжучих інструментів А. і. відрізняються великою кількістю безладно розташованих зерен — різців з порами між ними, а також формою і уривчастістю ріжучих кромок. Стружка, що знімається ними, як правило, невеликої довжини. А. і. можна обробляти деталі з матеріалів будь-якої твердості, працювати із швидкістю різання, що перевершує вживане при інших процесах різання, знімати з оброблюваної деталі шар металу як якнайтонший, так і значного розміру (долі мкм і міліметри).
В процесі шліфування абразивні зерна у міру їх затупленія сколюються і фарбуються, оголюючи лежачий під ними шар незатупівшихся зерен. Це властивість А. і. називають здібністю до самозатачиванію. Чим інтенсивніше відбувається сколювання і вифарбовування, тим повніше самозатачиваніє А. і. При частковому самозатачиванії А. і. ріжуча здатність його відновлюється не повністю. Для повного її відновлення А. і. піддають правці видаленням поверхневого шару зерен. При цьому одночасно виправляється форма інструменту.
Правку А. і. здійснюють алмазами в оправах, діамантовими олівцями, діамантовими роликами і різними замінниками алмазів: твердосплавними і сталевими роликами, шарошкамі, шліфувальними кругами високої твердості, абразивними брусками і ін. Абразивна здатність А. і. тим вище, чим більше стійкість його між правками, а термін служби тим більше, чим менший шар абразиву знімається при кожній правці.
Технологія виробництва А. і. в значній мірі визначає їх робочі властивості: однорідність складу, твердість, ізносостойость і точність розмірів і ін. Для забезпечення стабільності вказаних властивостей технологічним процесом задаються вигляд і кількість в'язки, об'єм і кількість шліфувальної маси, тиск і метод пресування, кількість склеювальної речовини, що додається у в'язку для поліпшення формованості маси, температура і час термічної обробки. Виробництво А. і. складається з наступних основних операцій: приготування в'язки, змішення абразивної маси, формування, термічна обробка, механічна обробка, випробування на міцність і твердість. Керамічні в'язки готують з тонкоподрібнених вогнетривких глин різних композицій, плавніше (тальк, калієвий польовий шпат і т. п.), перлиту, кварцу. В'язки змішують в машинах ( мал. 2 ) змішувачів з абразивними зернами і склеювальною речовиною (декстрином або рідким склом) і протирають через вібраційне сито або розпушувальну машину. Підготовлену таким чином масу пресують в гідравлічних пресах ( мал. 3 ). З сушильних камер заготовки поступають в тунельні обпалювальні печі, де їх поступово нагрівають до температури 1240—1320°c і потім повільно охолоджують. А. і. на бакелітовій в'язці проходят бакелітізацию при t 180°c. Температурний режим і час термічної обробки А. і. визначають їх міцність на розрив, вигин, стискування і удар і відповідно їх експлуатаційні властивості. Після випалення А. і. проходят механічну обробку — їм додають необхідні розміри і врівноважують. А. і. випробовують на розривну міцність при навантаженні, що перевищує робочу на 50%, а після визначення твердості маркірують. Виготовлення А. і. на вулканітової в'язці відрізняється тим, що змішення маси виконують на вальцях змішувачів, а необхідна товщина заготовок досягається плющенням на вальцях.
Діамантові круги формують при великому тиску (до 200 Мн/м 2 , або 2000 кгс/см 2 ) . Термічну обробку діамантових кругів на металевій в'язці ведуть при температурі 600—650°c, на керамічній в'язці — при температурі 800—850 °C. Міцність на розрив А. і. допускає швидкості різання 25—80 м/сек.
Шліфувальна шкірка виготовляється на напівавтоматичних конвеєрних апаратах, де процес здійснюється безперервно. Що наносяться на тканину або папір абразивні зерна закріплюють на ній міздровим клеєм або синтетичним лаком. Для підвищення ріжучих властивостей шкірки зерна наносять в електростатичному полі.
А. і. широко поширені у всіх галузях машинобудування і особливо в підшипниковій. У автомобільній, тракторній і інструментальній промисловості до 30—35% від загального парку верстатів складають шліфувальні, заточниє, доводочниє і полірувальні. На цих верстатах А. і. застосовуються при обдирних роботах для видалення великих пріпуськов і при чистовій і прецизійній обробці для виготовлення деталей високої точності і чистоти поверхонь.
Значно розвивається виробництво таких перспективних видів А. і., як круги для силового шліфування, зачистки прокату, фасонного шліфування і інших робіт, пов'язаних з великими зніманнями металу і забезпеченням високої точності обробки.
Літ.: Іпполітов Г.М., Абразивні інструменти і їх експлуатація, М., 1959; Кудасов Г.Ф., Абразивні матеріали і інструменти. 2 видавництва, Л., 1967.