Токарний верстат, верстат для обробки переважно тіл обертання шляхом зняття з них стружки при точінні . Т. с. — один з прадавніх верстатів, на основі якого створювалися верстати свердлувальною, розточувальною і ін. груп. Т. с. складають значну групу металоріжучих верстатів, відрізняються великим різноманітністю. На Т. с. можна виконувати різні види токарної обробки: обточування циліндрових, конічних, фасонних поверхонь, підрізування торців, відрізку, розточування, а також свердління і розгортання отворів, нарізування різьблення і накатку рифлень, притирання і тому подібне Використовуючи спеціальні пристосування, на Т. с. можна здійснювати фрезерування,шліфування, нарізування зубів і ін. види обробки. На спеціалізованих Т. с. обробляють колісні пари, муфти, труби і ін. виробу.
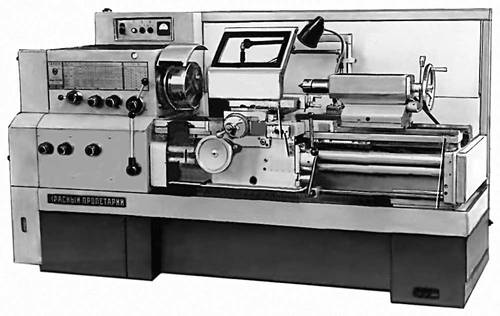
Основні вузли Т. с. ( ріс.1 ): підстава з коритом для збору рідини, що охолоджує, і стружки; станина з тими, що направляють супорта і задньою бабки ; нерухома передня бабка з шпинделем і коробкою швидкостей, яка може розташовуватися і в ін. місці, наприклад в підставі; пересувна задня бабка, що закріплюється на станині в певному положенні; коробка подач, сполучена муфтами з ходовим валиком і ходовим гвинтом; фартух з механізмом передачі руху від ходового валика до рейки (або до гвинта подачі поперечних санчат ) і з механізмом з'єднання маткової гайки з ходовим гвинтом; супорт, що складається з каретки, рухомою по тих, що направляють станини, поперечних санчат, що переміщаються по тих, що направляють каретки; поворотна частина з тими, що направляють для верхньої каретки, що несе різцетримач . Каретка і поперечні санчата переміщаються уручну або автоматично. У Т. с. деяких моделей верхня каретка також переміщається автоматично. У механізмі фартуха передбачено блокування, що виключає одночасне включення подачі від ходового валика і ходового гвинта і одночасне включення каретки і поперечних санчат. Для швидкого ходу супорта служить додатковий привід ходового валика від електродвигуна через обгінну муфту.
На Т. с. в процесі різання обертання заготівки, що закріплюється в патроні затискному або в центрах, здійснюється від приводу головного руху, що забезпечує ступінчасте або безступінчате регулювання частоти обертання шпинделя для налаштування на необхідну швидкість різання. Поступальне переміщення ріжучого інструменту забезпечується кінематичним ланцюгом руху подачі, перша ланка якої — шпиндель, останнє — зубчасто-рейкова передача (при точінні) або кінематична пара ходовий гвинт - маткова гайка (при нарізуванні різьблення). Налаштування подачі виробляється за допомогою коробки подач (при точінні) або установкою змінних зубчастих коліс вузла налаштування подачі — гітари верстата (при нарізуванні різьблення).
Шпиндельний вузол виконується жорстким і вібростійким. Опорами шпинделя зазвичай служать підшипники кочення . У прецизійних Т. с. застосовують гідростатичні підшипники. На передньому кінці шпинделя може встановлюватися планшайба або патрон, в яких закріплюють заготовки. Задня бабка використовується при обробці заготовок в центрах, а також для закріплення інструменту при свердлінні, зенкеруванні і розгортанні.
В привід головного руху Т. с. можуть входити одно- або багатошвидкісний асинхронний електродвигун і багатоступінчаста коробка швидкостей або механічний варіатор або регульований електродвигун постійного струму і коробки швидкостей (зазвичай у важких Т. с.). Інколи в Т. с. застосовують ін. приводи (наприклад, гідравлічні).
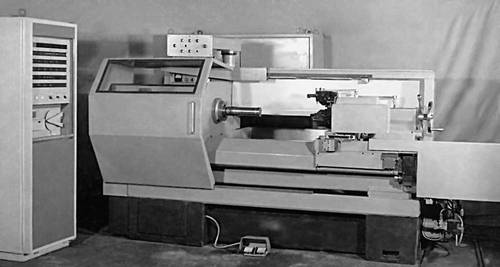
Вимоги автоматизації дрібносерійного виробництва привели до розвитку Т. с. з числовим програмним управлінням (ЧПУ). Ці верстати мають деякі особливості ( ріс.2 ). Поряд з традиційною застосовується компоновка, при якій станина має ті, що похилі направляють, що полегшує видалення стружки і захист робочого простору. Зона різання закрита кожухами. Програмується: перемикання швидкостей шпинделя, подовжні і поперечні переміщення супорта з безступінчатим регулюванням подачі, швидкі переміщення супорта, поворот револьверної голівки, пуск, зупинка і реверс приводу головного руху, автоматична зміна інструменту (за наявності багатоінструментального магазина). У деяких центрових верстатах застосовуються самозажімниє повідкові патрони і автоматизовані задні бабки. У багатьох випадках верстати мають поворотні револьверні голівки з індивідуальним електро- або гідроприводом. Подачі можуть здійснюватися від крокових електродвигунів з гидроусилітелямі, двигунів постійного струму, від гидродвігателей; застосовують ходові гвинти кочення (кульові). Інструменти налагоджують зовні верстата за допомогою оптичних пристроїв або пристосувань для налаштування різців по індикаторах або шаблонах. На верстаті виробляють лише зміну і закріплення заздалегідь налагоджених блоків або всього різцетримача.
Універсальні Т. с. застосовують в основному в умовах одиничного і дрібносерійного виробництва. При оснащенні Т. с. спеціальними пристосуваннями (гидро- або електрокопіювальними супортами, бистрозажімнимі автоматизованими патронами і тому подібне) сфера їх застосування поширюється на серійне виробництво. У масовому виробництві застосовують токарні і револьверні автомати і напівавтомати. Обслуговування автомата зводиться до періодичної наладки, подачі матеріалу на верстат і контролю оброблюваних деталей. У напівавтоматі не автоматизовані рухи, пов'язані із завантаженням і зняттям заготовок. Автоматичне управління робочим циклом цих верстатів здійснюється за допомогою розподільного валу, на якому встановлені куркульки.
За принципом здійснення допоміжних (неодружених) рухів автомати і напівавтомати можна розділити на 3 групи. Перша — верстати, що мають 1 розподільний вал, що обертається з постійною для даного налаштування частотою; вал управляє робочими і допоміжними рухами. Ця схема застосовується в автоматах малих розмірів з невеликим числом неодружених рухів. Друга група — верстати з 1 розподільним валом, що має 2 частоти обертання: малу при робітниках і велику при неодружених операціях. Зазвичай ця схема застосовується в багатошпіндельних автоматах і напівавтоматах. Третя група — верстати, що мають, окрім розподільного валу, швидкохідний допоміжний вал, що здійснює неодружені рухи. Про деревообробку Т. с. див.(дивися) в ст. Деревообробний верстат . Див. також Карусельний верстат,Револьверний верстат .
Літ.: Металоріжучі верстати, 2 видавництва, т. 1, М., 1965.