Деревообробний верстат, машина для обробки деревини з метою додання їй необхідних розмірів і форми. На Д. с. з деревної сировини виробляють різні матеріали і напівфабрикати (бруси, дошки, фанеру, стружку, деревні плити і прочее), деталі виробів і конструкцій (для меблів, з.-х.(сільськогосподарський) машин, вагонів, судів і т.д.), а також готові вироби (меблі, вікна, двері, паркет, перекриття до будівель тару, лижі, музичні інструменти, канцелярське приладдя і ін.).
По роду виконуваної роботи Д. с. діляться на дереворежущие, гнутарниє, складальні, для нанесення клеївши і отделочниє. Найбільш поширені в промисловості дереворежущие верстати. На таких верстатах різними дереворежущимі інструментами від деревини відділяється деяка частина з метою здобуття заготовок, деталей або виробів заданих розмірів і форм з поверхнями потрібного якості. Різання деревини виконується розпилюванням, фрезеруванням, струганням, свердлінням, долбленієм, точінням, лущенням і шліфуванням. Стружка може бути або відходом виробництва, або продукцією (наприклад, шпона при лущенні і тонка дощечка при безтирсовому різанні). Бесстружечноє різання відбувається при розколюванні (дровокольні верстати), розрізанні шпони (ножиці), вирізуванні штампами (шпонолагодільні верстати), дробленні (дробильні і рубітельниє верстати).
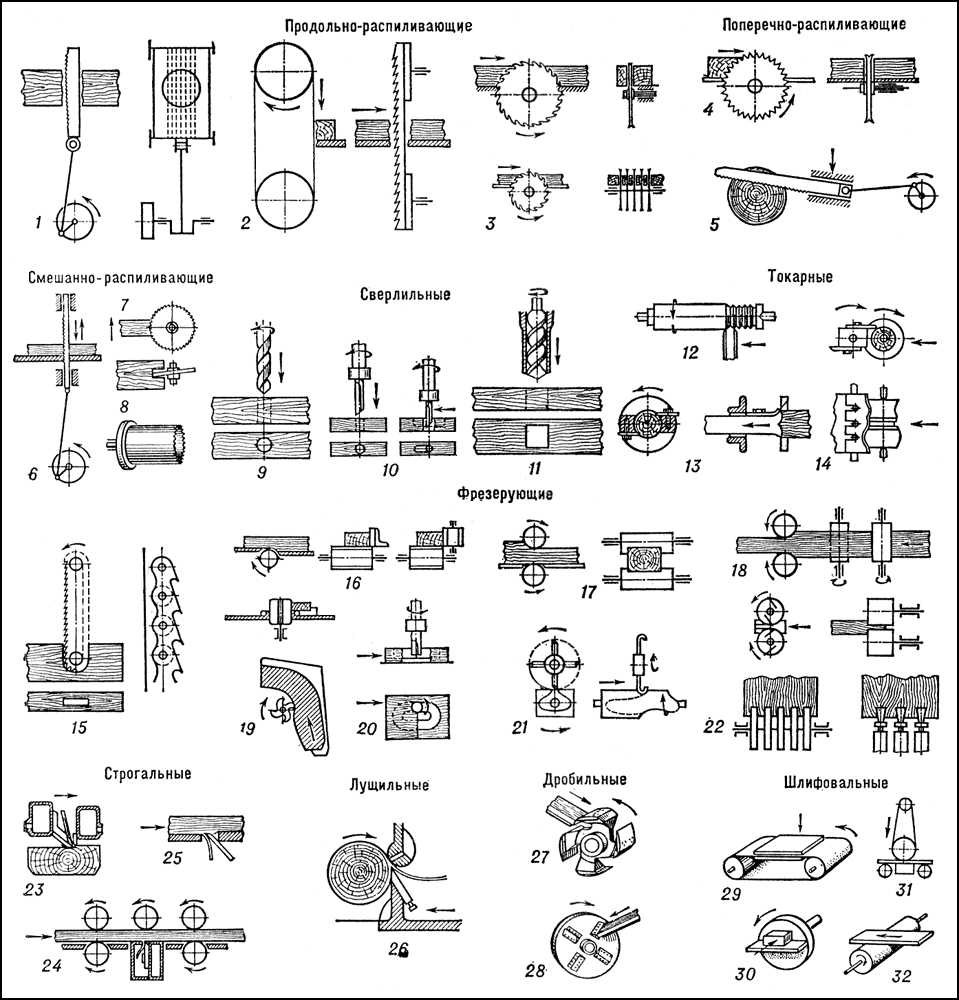
Розпилювання виконується пилами, що здійснюють зворотно-поступальний, обертальний або прямолінійний рух. Фрезерування здійснюється різцями (прямолінійними ножами або фасонними фрезами), що обертаються, стругання виробляється на строгальних верстатах, в яких ріжучі ножі встановлені непорушно (рухається заготівка) або здійснюють зворотно-поступальний рух і зрізають тонкий поверхневий шар деревини. Свердління і долбленіє виконуються спеціальними свердлами на свердлувальних, свердлильно-пазувальних і довбальних верстатах. Долбленіє зазвичай виробляється довбальним інструментом для освіти в деревині отворів, головним чином для колючкуватих з'єднань. В процесі точіння стружка рівномірної товщини зрізається з поверхні тіла, що обертається. Лущення є розгорткою циліндра по спіралі в тонку стрічку (шпона). Лущення аналогічно точінню при радіальній подачі, але супроводиться обтиском стружки (шпони) і виробляється після попереднього пропарювання оброблюваної деревини. При шліфуванні деревини роль різців виконують зерна абразивних матеріалів. Дроблення здійснюється в дробильних або рубільних верстатах роторного і дискового типів з метою здобуття з кускових відходів деревообробних виробництв (рейок, обаполків і т.д.) технологічної тріски для целюлозних підприємств. На таких верстатах кускові відходи дробляться ножами, встановленими на валу, або металевими планками, закріпленими на роторі верстата, що обертається.
За способом обробки деревини, що характеризується виглядом вживаного процесу різання, конструкцією ріжучого інструменту, особливостями вихідної сировини, розрізняють Д. с. (см. мал.(малюнок) ): що розпилюють, фрезерують, строгальниє, свердлувальні, токарні, лущильні, шліфувальні, дробильні і ін. По спеціалізації дереворежущие верстати ділять на верстати загального призначення, широко вживані в різних галузях народного господарства, і спеціальні — для робіт, що виконуються лише в певних виробництвах. У невеликих майстернях зазвичай використовують різноопераційні верстати (комбіновані і універсальні). Комбіновані верстати мають декілька встановлених на загальній станині шпинделів, кожен з яких може працювати незалежно від інших, а універсальні забезпечені одним шпинделем, на якому поперемінно укріплюють різні інструменти. Окрему групу складають багатоопераційні автомати і напівавтомати, агрегатні верстати, автоматичні лінії і верстати-комбайни, виконуючі (одночасно або послідовно) декілька операцій на оброблюваній деталі. Автоматичні лінії широко поширені на крупних спеціалізованих підприємствах. Для дереворежущих верстатів (особливо круглопилочних, ленточнопільних, фрезерних, шліфувальних) характерні високі швидкості різання (20—60 м/сек ), а інколи 100 м/сек і більш. У зв'язку з великими швидкостями різання робочі вали багатьох типів верстатів мають частоту обертання 3—6 тис. об/мін , а копіювально-фрезерних верстатів — до 30 тис. об/мін .
Верстати із зворотно-поступальним рухом інструменту (лісопильні рами, фанеростругальні і деякі ін.) мають невелику швидкість різання, що не перевищує 7—8 м/сек . Подача в дереворежущих верстатів зазвичай механічна (до 100 м-кодів/мін ). Більшість верстатів забезпечена індивідуальними електроприводами потужністю від 0,5 до 200 квт . На сучасних верстатах і автоматичних лініях широко використовуються гидро- і пневмопріводи, фотореле, струм підвищеної частоти (100—400 гц ), дистанційне керування.
верстати Гнутарниє надають деревині необхідну форму шляхом вигину без порушення зв'язку між частками деревини (див. Гнуття деревини ). На складальних верстатах виконують роботи по з'єднанню окремих деталей у вузли і вироби. До них відносяться верстати для збірки деталей, склеювання, з'єднання Шипом, шурупами, нагелями, цвяхами, скобами і т.д. Верстати для нанесення клею оснащені вальцями, покритими гумою, або щітковими, дисковими, роликовими або упорскуючими механізмами. Обробні верстати призначені для забарвлення виробів і нанесення на їх поверхню декоративних і захисних покриттів, обробки лакових покриттів (шліфування і полірування). Фарбники наносяться на верстатах з вальцями; декоративні, лакові і захисні покриття — на спеціальних лаконалівних машинах, на лініях із застосуванням струминного обліва. Для шліфування поверхонь виробів під покриття лаками служать шліфувальні верстати — зазвичай стрічкового типа (багатострічкові прохідні); поверхні (вироби) поліруються на верстатах вальцового типа, а інколи за допомогою тампонів. Найбільш продуктивні і поширені верстати вальцового типа, в яких вальці зібрані із спеціальних бавовняних дисків. Див. також Деревообробна промисловість .
Літ.: Песоцкий А. Н., Лесопільно-строгальноє виробництво, М. — Л., 1958; Афанасьев П. С., Конструкції деревообробних верстатів, 3 видавництво, т. 1, М., 1960; Якунін Н. До., Круглі пили і їх експлуатація, М. — Л., 1960; Деревообробне устаткування. Каталог-довідник, М., 1965; Власов Р. Д., Куликів Ст А., Родіонов С. Ст, Технологія деревообробних виробництв, 2 видавництва, М., 1967.