Гнуття деревини , вигинання цілісних або шаруватих (склеюваних) заготовок деревини і закріплення доданою їм зігнутої форми. Р. д. засновано на пластичних властивостях деревини. Деревина твердих листяних порід — дуба, ясена і особливо буку — у багато разів пластічнєє, чим деревина хвойних і м'яких листяних порід (осика, вільха і ін.), і найбільш придатна для гнуття. Р. д. застосовують у вагоно- і суднобудуванні, при виготовленні ферм, арок, рам зведень, профілів, труб, меблів, лиж, бочок, обіддя коліс і пр. гнутих і гнуто-клеєних виробів з деревини. Розрізняють гарячіше і холодне Р. д.
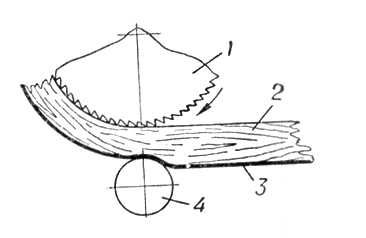
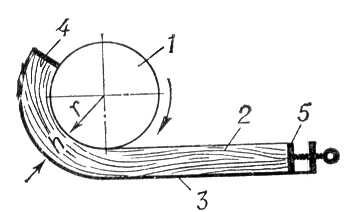
Гарячіше за Р. д. придатно для здобуття гнутих деталей з цілісних, а також склеюваних багатошарових заготовок. Воно засноване на властивості деревини різко збільшувати пластичність при нагріванні до 80—120 °С, якщо вологість деревини при цьому близька до межі гігроскопічності (25—35%). При гарячому гнутті деревину пластифікують зазвичай пропарюванням або проварюванням в киплячій воді. Пластифіковані заготовки згинають за шаблоном, закріплюють в затискних пристроях, просушують до вологості 10—15% і охолоджують. При гнутті опукла сторона заготовок розтягується, а увігнута стискується. Граничні значення усадки для пластифікованої деревини твердих листяних порід дорівнюють 25—30% первинної довжини заготовок, для хвойних і м'яких листяних порід — 5—7%, граничні значення подовження рівні відповідно — 2—3 (для буку — до 5—6) і 1—1,5%. Основним показником Р. д. є відношення товщини заготівки h до радіусу вигину r ( мал. 1 ). При h/r менше 0,05 гарячіше за Р. д. можна виробляти без особливих пристосувань; при h/r більше 0,05 з'являється небезпека розриву деревини на розтягнутій стороні заготівки. Для запобігання цього застосовують пристосування у вигляді металевої стрічки — шини товщиною 0,5—2 мм . Шина накладається на заготівку, закріплюється на шаблоні і при гнутті приймає через торцеві упори частину розтягуючих зусиль на себе. Для регулювання натягнення шини один з упорів роблять рухливим. Вживання шини робить можливим Р. д. твердих листяних порід аж до h/r = 0,3. Заготівки товщиною до 20—30 мм можна гнути уручну, товщі заготовки гнуть на гнутарних верстатах . Для гнуття малопластичних хвойних і м'яких листяних порід деревини застосовують гарячіше за Р. д. з одночасним пресуванням заготовок впоперек волокон, зазвичай за допомогою пресуючого ролика ( мал. 2 ). Поверхня шаблону при Р. д. з пресуванням роблять рифленою. Це виключає зсув заготівки відносно шаблону, робить її увігнуту сторону дрібно-хвилястою і разом з тими, що виникають при пресуванні поперечним стискуванням і подовжнім зрушенням шарів усуває можливість освіти на ній крупних складок. Поперечна усадка заготівки при пресуванні відбувається лише за рахунок ранньої деревини річних шарів. Гнуття з одночасним пресуванням супроводиться зменшенням товщини заготовок на 10—30% і збільшенням щільності і міцності деревини.
Холодне Р. д. — широко поширений спосіб здобуття багатошарових гнуто-клеєних деталей. Воно засноване на природній гнучкості деревини. Для здобуття деталі заданої форми і перетину необхідну кількість змащених клеєм сухих (вологість 7—12%) дерев'яних пластин (дошки, планки, листи або смуги шпони або фанери) укладають у вигляді пакету в прес-форму, затискають і витримують до повного схоплювання клеївши. Процес твердіння клею може бути прискорений прогріванням пакету. Це сприяє також видаленню з деревини внесеного з клеєм надлишку вологи. Форма в деталей, отриманих холодним гнуттям, зберігається краще, ніж в деталей, виготовлених гарячим способом. Стійкість форми при цьому тим вище, чим більше кількість вхідних в склеюваний пакет пластин і, отже, чим тонше кожна з них. Мала товщина шарів пакету дозволяє, крім того, отримувати гнуто-клеєні деталі крупного перетину з дуже невеликим радіусом кривизни. Допустиме відношення h/r при холодному гнутті шаруватих заготовок, набраних з тонких (2—5 мм ) пластин досягає 0,05 і навіть 0,2. Це стає можливим тому, що відношення товщини окремої пластини, що згинається, до r дуже мало і не перевищує 0,02—0,01.
Літ.: Леонтьев І. І. і Абухов Л. Р., Виробництво гнутих меблів, М. — Л., 1954; Манкевіч Л. А., Основи гнуття деревини, Мінськ, 1961; Цукрів М. Д., Запрессовочниє пристрою для виробництва гнутоклеєних деталей, М., 1964; Хухрянський П. Н., Пресування деревини, 3 видавництва, М. 1964.