Гнутьё древесины, изгибание цельных или слоистых (склеиваемых) заготовок древесины и закрепление приданной им изогнутой формы. Г. д. основано на пластических свойствах древесины. Древесина твёрдых лиственных пород — дуба, ясеня и особенно бука — во много раз пластичнее, чем древесина хвойных и мягких лиственных пород (осина, ольха и др.), и наиболее пригодна для гнутья. Г. д. применяют в вагоно- и судостроении, при изготовлении ферм, арок, рам, сводов, профилей, труб, мебели, лыж, бочек, ободьев колёс и пр. гнутых и гнуто-клеёных изделий из древесины. Различают горячее и холодное Г. д.
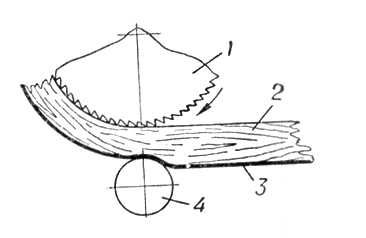
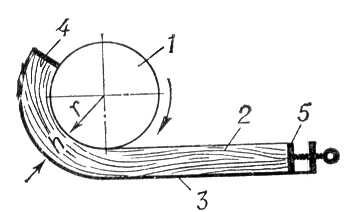
Горячее Г. д. пригодно для получения гнутых деталей из цельных, а также склеиваемых многослойных заготовок. Оно основано на свойстве древесины резко увеличивать пластичность при нагревании до 80—120 °С, если влажность древесины при этом близка к пределу гигроскопичности (25—35%). При горячем гнутье древесину пластифицируют обычно пропаркой или проваркой в кипящей воде. Пластифицированные заготовки изгибают по шаблону, закрепляют в зажимных устройствах, просушивают до влажности 10—15% и охлаждают. При гнутье выпуклая сторона заготовок растягивается, а вогнутая сжимается. Предельные значения усадки для пластифицированной древесины твёрдых лиственных пород равны 25—30% первоначальной длины заготовок, для хвойных и мягких лиственных пород — 5—7%, предельные значения удлинения равны соответственно — 2—3 (для бука — до 5—6) и 1—1,5%. Основным показателем Г. д. является отношение толщины заготовки h к радиусу изгиба r (рис. 1). При h/r меньше 0,05 горячее Г. д. можно производить без особых приспособлений; при h/r больше 0,05 появляется опасность разрыва древесины на растянутой стороне заготовки. Для предупреждения этого применяют приспособление в виде металлической ленты — шины толщиной 0,5—2 мм. Шина накладывается на заготовку, закрепляется на шаблоне и при гнутье принимает через торцовые упоры часть растягивающих усилий на себя. Для регулирования натяжения шины один из упоров делают подвижным. Применение шины делает возможным Г. д. твёрдых лиственных пород вплоть до h/r = 0,3. Заготовки толщиной до 20—30 мм можно гнуть вручную, более толстые заготовки гнут на гнутарных станках. Для гнутья малопластичных хвойных и мягких лиственных пород древесины применяют горячее Г. д. с одновременным прессованием заготовок поперек волокон, обычно при помощи прессующего ролика (рис. 2). Поверхность шаблона при Г. д. с прессованием делают рифлёной. Это исключает смещение заготовки относительно шаблона, делает её вогнутую сторону мелко-волнистой и вместе с возникающими при прессовании поперечным сжатием и продольным сдвигом слоев устраняет возможность образования на ней крупных складок. Поперечная усадка заготовки при прессовании происходит только за счёт ранней древесины годичных слоев. Гнутьё с одновременным прессованием сопровождается уменьшением толщины заготовок на 10—30% и увеличением плотности и прочности древесины.
Холодное Г. д. — широко распространённый способ получения многослойных гнуто-клеёных деталей. Оно основано на природной гибкости древесины. Для получения детали заданной формы и сечения необходимое количество смазанных клеем сухих (влажность 7—12%) деревянных пластин (доски, планки, листы или полосы шпона или фанеры) укладывают в виде пакета в пресс-форму, зажимают и выдерживают до полного схватывания клея. Процесс затвердевания клея может быть ускорен прогревом пакета. Это способствует также удалению из древесины внесённого с клеем излишка влаги. Форма у деталей, полученных холодным гнутьём, сохраняется лучше, чем у деталей, изготовленных горячим способом. Устойчивость формы при этом тем выше, чем больше количество входящих в склеиваемый пакет пластин и, следовательно, чем тоньше каждая из них. Малая толщина слоев пакета позволяет, кроме того, получать гнуто-клеёные детали крупного сечения с очень небольшим радиусом кривизны. Допустимое отношение h/r при холодном гнутье слоистых заготовок, набранных из тонких (2—5 мм) пластин, достигает 0,05 и даже 0,2. Это становится возможным потому, что отношение толщины отдельной изгибаемой пластины к r очень мало и не превышает 0,02—0,01.
Лит.: Леонтьев И. И. и Абухов Л. Г., Производство гнутой мебели, М. — Л., 1954; Манкевич Л. А., Основы гнутья древесины, Минск, 1961; Сахаров М. Д., Запрессовочные устройства для производства гнутоклееных деталей, М., 1964; Хухрянский П. Н., Прессование древесины, 3 изд., М., 1964.