Нарізування різьблення, технологічні процеси здобуття різьблення зняттям стружки на поверхнях різних деталей. Н. р. виробляють на спеціалізованих різенарізальних, гайконарізних, болтонарезних, резьбофрезерних, резьбошліфовальних, а також на токарних (у тому числі автоматах і напівавтоматах) і револьверних верстатах.
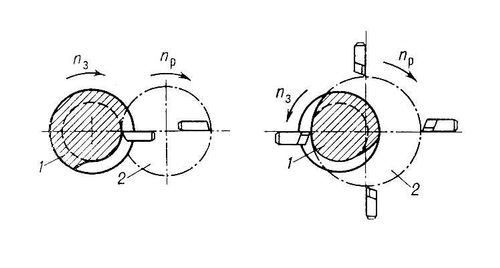
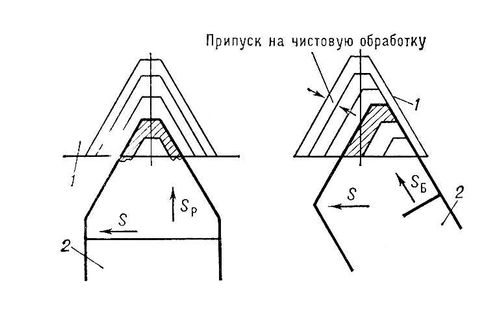
Простий спосіб Н. р. — при допомозі мітчиків і плашок — здійснюється уручну, на гайконарізних або болтонарезних верстатах. На токарних верстатах різьблення нарізують різцями за декілька проходів ( мал. 1 ). Різьблення з кроком S £ 2,5 мм нарізують за профільною схемою з радіальною подачею, різьблення з кроком S ³ 2,5 мм нарізують спочатку за генераторною схемою з бічною подачею (чорнові проходи), потім за профільною схемою (чистові). Н. р. різцем — процес малопродуктивний, але дозволяючий при невеликих подачах отримувати різьблення з малою шорсткістю поверхні (клас чистоти Ñ8—Ñ9), з 4-ою мірою точності. Продуктивність підвищується при Н. р. різьбовими гребінками і різьбовими фрезами, оскільки при цьому Н. р. можна здійснити за один прохід. Найбільш прогресивний спосіб, названий швидкісним, або вихровим, забезпечує підвищення продуктивності в 2—2,5 разу в порівнянні з резьбофрезерованієм і більш ніж в 10 разів в порівнянні з Н. р. різцем. Н. р. при цьому виробляють різцевими голівками методами схоплювання і обгинання () . Різцева голівка з одним або декількома різцями, оснащеними пластинами з твердого сплаву, розташована ексцентрично по відношенню до оброблюваної заготівки. Заготівка здійснює від 30 до 300 об/мін в одному напрямі, а різцева голівка — від 1000 до 3000 об/мін в протилежному напрямі. Заготівці за однієї неї зворот повідомляється осьова подача на один крок різьблення; кожен різець приходить в зіткнення із заготівкою один раз за зворот голівки. Швидкість різання досягає 400 м-кодів/мін . Метод застосовний для Н. р. як на зовнішніх, так і на внутрішніх поверхнях при діаметрі більше 50 мм і забезпечує шорсткість поверхні 6-го класу (Ñ6) і 5—6-у міру точності. Здобуття різьблення можливе пластичною деформацією (див. Накатка різьблення ).
Літ.: Барбашов Ф. А., Резьбофрезерниє роботи, 2 видавництва, М., 1970; Данільовський Ст Ст, Технологія машинобудування, М., 1972; Довідник технолога машинобудівника, 3 видавництва, т. 1—2, М., 1972.