Розливання металу, процес наповнення рідким металом форм, в яких метал кристалізується, утворюючи злитки . Р. м. відрізняють від литва, при якому метал, тверднучи, утворює фасонні відливання (деталі). Р. м. — важливий етап технологічного циклу виробництва металу, т.к. в ході розливання і кристалізації злитка формуються багато фізіко-механічніх властивостей металу; від організації розливання залежать кількість придатних злитків і їх якість. З плавильного агрегату розплавлений метал зазвичай випускають в розливний ківш, звідки потім його розливають через шкарпетку (з ковшів малої ємкості) або через трубку з вогнетривкого матеріалу (стакан), що встановлену в днищі ковша і закривається зсередини вогнетривкою пробкою при допомозі т.з. стопора. Набувають поширення бесстопорниє пристрою: розливний стакан зовні закритий вогнетривкою плитою з отвором; при переміщенні плити отвору в ній і стакані збігаються і метал витікає з ковша.
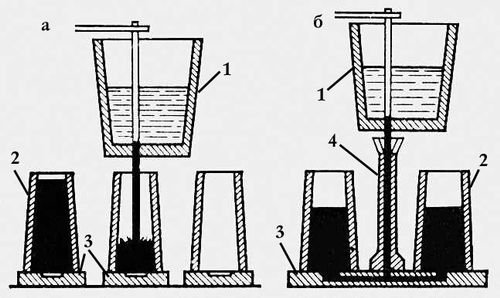
В сталеплавильному виробництві рідку сталь з ковша розливають або в виливниці, або на установках безперервною розливання стали . Існує 2 способи розливання стали у виливниці — зверху і сифоном (знизу). У першому випадку сталь поступає безпосередньо з ковша у виливницю (див. мал. ); після наповнення виливниці отвір в ковші закривають, краном переміщають ківш до наступної виливниці, і процес повторюється. При сифоновому розливанні одночасно заповнюють сталлю декілька виливниць (від 2 до 60), встановлених на піддоні, в якому є канали викладені вогнетривким саманом; сталь з ковша заливають в центровий ливник (трубу), потім вона по каналах в піддоні поступає у виливниці знизу. Вибір способу залежить від сортаменту сталей, маси і призначення злитків і ін. чинників. Для підвищення якості стали в процесі розливання її інколи піддають різним видам обробки, наприклад синтетичними шлаками. При цьому в ківш заливають шлак певного складу, виплавлений в спеціальній печі, і на нього випускають метал із сталеплавильного агрегату; шлак і метал перемішуються, реакції між ними протікають значно швидше, ніж в печі, внаслідок чого знижується вміст в сталі сірки, кисню, неметалічних включення . Ефективний засіб підвищення якості стали в процесі розливання — вакуумна обробка (див. Дегазація стали ).
Кольорові метали і сплави розливають як безпосередньо з плавильного агрегату, так і через ківш у виливниці або піддони, а також на машинах безперервного литва . Для розливання чавуну, кольорових металів і феросплавів широко застосовують розливні машини .