Разливка металла, процесс наполнения жидким металлом форм, в которых металл кристаллизуется, образуя слитки. Р. м. отличают от литья, при котором металл, затвердевая, образует фасонные отливки (детали). Р. м. — важный этап технологического цикла производства металла, т.к. в ходе разливки и кристаллизации слитка формируются многие физико-механические свойства металла; от организации разливки зависят количество годных слитков и их качество. Из плавильного агрегата расплавленный металл обычно выпускают в разливочный ковш, откуда затем его разливают через носок (из ковшей малой ёмкости) или через трубку из огнеупорного материала (стакан), установленную в днище ковша и закрываемую изнутри огнеупорной пробкой при помощи т. н. стопора. Получают распространение бесстопорные устройства: разливочный стакан снаружи закрыт огнеупорной плитой с отверстием; при перемещении плиты отверстия в ней и стакане совпадают и металл вытекает из ковша.
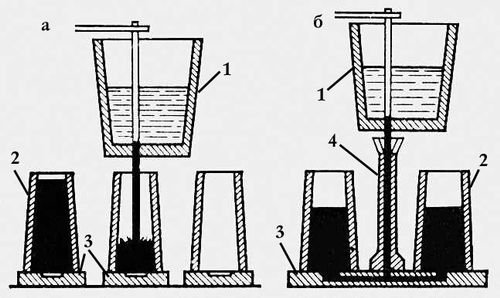
В сталеплавильном производстве жидкую сталь из ковша разливают либо в изложницы, либо на установках непрерывной разливки стали. Существует 2 способа разливки стали в изложницы — сверху и сифоном (снизу). В первом случае сталь поступает непосредственно из ковша в изложницу (см. рис.); после наполнения изложницы отверстие в ковше закрывают, краном перемещают ковш к следующей изложнице, и процесс повторяется. При сифонной разливке одновременно заполняют сталью несколько изложниц (от 2 до 60), установленных на поддоне, в котором имеются каналы, выложенные пустотелым огнеупорным кирпичом; сталь из ковша заливают в центровой литник (трубу), затем она по каналам в поддоне поступает в изложницы снизу. Выбор способа зависит от сортамента сталей, массы и назначения слитков и др. факторов. Для повышения качества стали в процессе разливки её иногда подвергают различным видам обработки, например синтетическими шлаками. При этом в ковш заливают шлак определённого состава, выплавленный в специальной печи, и на него выпускают металл из сталеплавильного агрегата; шлак и металл перемешиваются, реакции между ними протекают значительно быстрее, чем в печи, в результате чего снижается содержание в стали серы, кислорода, неметаллических включений. Эффективное средство повышения качества стали в процессе разливки — вакуумная обработка (см. Дегазация стали).
Цветные металлы и сплавы разливают как непосредственно из плавильного агрегата, так и через ковш в изложницы или поддоны, а также на машинах непрерывного литья. Для разливки чугуна, цветных металлов и ферросплавовшироко применяют разливочные машины.