Збірка машин, з'єднання в певній послідовності і закріплення деталей, підвузлів і вузлів для здобуття машини, що задовольняє її призначенню. Вузлом називають роз'ємне або нероз'ємне з'єднання складових частин виробу. Характерною ознакою вузла є можливість його збірки відособлено від інших елементів виробу. З'єднання два і більш за деталі, що входить у вузол, називають підвузлом. Розрізняють підвузли 1-го, 2-го і ін. вищих порядків. Підвузол найвищого порядку розчленовується лише на деталі (див. Деталі машин ) . Базовим називають основний елемент (деталь або вузол), з якого починається збірка. Трудомісткість збірки в машинобудуванні складає 25—35% від загальної трудомісткості виробу; при великому об'ємі прігоночних робіт (одиничне виробництво і дрібносерійне виробництво) вона досягає 40—45%.
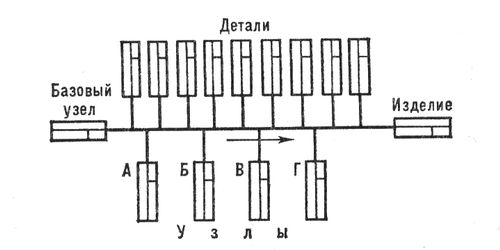
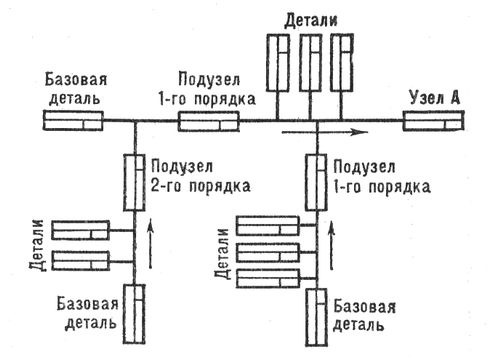
В машинобудуванні збірка розчленовується на загальну і вузлову. Технологічна схема загальної збірки виробу показана на мал. 1 . Кожен елемент виробу умовно позначений на схемі прямокутником, розділеним на три частини. У верхній частині вказують найменування елементу, в лівій нижній частині — його індекс, в правій нижній частині — кількість даних елементів у виробі. Індекси елементів відповідають номерам деталей і вузлів на кресленнях і в специфікаціях. На мал. 2 дана технологічна схема вузлової збірки виробу, загальна збірка якого показана на мал. 1 . Вузлова збірка дозволяє здійснювати паралельну збірку вузлів виробу, значно скорочує тривалість циклу С. м.
Технологічні схеми збірки відображають структуру і послідовність (маршрут) збірки виробу і його вузлів: при їх складанні встановлюють також необхідні контрольні і допоміжні операції. Ці схеми дають уявлення про технологічність конструкції виробу відносно його збірки. Конструкція виробу зумовлює методи збірки (див. Взаємозамінюваність, Компенсація складальна ) . При проектуванні технологічного процесу збірки визначають темп (ритм, такт) загальної і вузлової збірки, ділячи річний фонд робочого часу в мін на річну програму випуску виробів (вузлів) в штуках. Якщо темп значно перевершує середню тривалість характерних складальних операцій, то збірку ведуть по принципах серійного виробництва . В цьому випадку на одному робочому місці періодично (партіями, серіями) збираються різні вироби або вузли. Якщо темп близький до середньої тривалості характерних складальних операцій або менше її, то збірку ведуть по принципах масового виробництва, закріплюючи за кожним робочим местомом певну складальну операцію. При малому темпі збірку диференціюють, розділяючи операції. Якщо це по технологічних міркуваннях скрутно або неможливо, то операції виконують паралельно, дублюючи робочі місця. Вміст операцій збірки має бути таким, щоб на кожному робочому місці виконувалася по можливості однорідна і технологічно закінчена робота. Це сприяє кращій спеціалізації складальників і підвищенню продуктивності, їх праці.
Технологічні процеси збірки можуть бути типові, групові і індивідуальні. Типові процеси створюються для різних груп з'єднань і вузлів на базі узагальнення досвіду прогресивних методів збірки в масштабі галузі машинобудування. Особливістю групових процесів є їх застосовність для збірки декількох виробів (вузлів), конструктивно-технологічних ознак, що характеризуються однорідністю. Індивідуальні процеси розробляються для збірки одного конкретного виробу.
При побудові маршруту і операцій збірки виявляються її організаційні форми. Збірка може бути потоковою і непотоковою. Переміщення збираного об'єкту від одного робочого місця до іншому при потоковій збірці здійснюється уручну (по верстаку, рольгангу, на візках), вантажопідйомними машинами (кранами, тельферами і ін.), періодично рухомим конвеєром — пластинчастим конвеєром, візками, веденими по рейковій дорозі замкнутим ланцюгом, а також безперервно рухомим конвеєром (див. Конвеєрна збірка ) . Потокова збірка при нерухомому об'єкті здійснюється на розташованих в лінію нерухомих стендах. Кожен складальник (бригада складальників) виконує свою операцію, переходячи послідовно від одного стенду до іншого. Таку збірку доцільно застосовувати в серійному виробництві при значному темпі, особливо для збірки важких машин, переміщення яких скрутно. При потоковій збірці має бути забезпечене безперебійне постачання складальної лінії взаємозамінними деталями і вузлами, що зв'язало з темпом збірки: слесарно-прігоночниє роботи можуть бути допущені лише в тому випадку, якщо вони зв'язали з темпом збірки. Якщо потрібна висока точність, то деталі, що сполучаються, підбирають один до одного (селективна збірка) або виробляється їх індивідуальний пригін. Деталі, що в цьому випадку сполучаються, поступають на збірку спареними. Потокова збірка скорочує цикл виробництва і міжопераційні заділи деталей, підвищує спеціалізацію складальників, збільшує можливості механізації і автоматизації виробництва і зменшує трудомісткість виробів. Механізація збірки направлена на часткову або повну заміну ручної праці оператора машинним шляхом оснащення робочих місць електричним, пневматичним або гідравлічним інструментом і пристосуваннями. Автоматизація має на меті передачу складальним машинам і їх комплексам функції управління процесами збірки (див. Автоматизація виробництва ) . Механізація і автоматизація процесів може бути одиничною і комплексною.
Непотокова збірка застосовується в одиничному і дрібносерійному виробництві.
При проектуванні технологічного процесу збірки встановлюють об'єкти, методи і засоби технічного контролю для визначення відповідності точності форми і розмірів, відносного положення і руху елементів виробу заданим технічним умовам. Перевірці піддаються: взаємне положення елементів виробу, якість виконаних з'єднань (сила і момент затягування різьбових з'єднань, якість пригону стикуємих поверхонь і ін.), правильність постановки і наявність деталей в з'єднаннях, маса вузлів і виробу в цілому, врівноваженість частин виробу і , що обертаються;т. п. (див. також Контрольно-вимірювальні засоби ) . Контроль ділять на проміжний і приймальний. Проміжний контроль виробляють після виконання складних операцій збірки і тих, де найбільш вірогідний брак. При приймальному контролі перевірці піддаються всі зібрані вироби і найбільш відповідальні вузли. Технологічні процеси вузлової і загальної збірки фіксують в технологічній документації .
Основні напрями підвищення продуктивності збірки — механізація і автоматизація, усунення прігоночних робіт, зменшення кількості найменувань деталей і вузлів машини, нормалізація і уніфікація кріпильних і деяких ін. деталей виробу, зменшення кількості багатоланкових розмірних ланцюгів.
Літ.: Новіков М. П., Основи технології збірки машин і механізмів, 4 видавництва, М., 1969; Корсаків Ст С., Основи технології машинобудування, М., 1974; Довідник технолога-машинобудівника. 3 видавництва, т. 1—2, М., 1972.