Сборка машин, соединение в определённой последовательности и закрепление деталей, подузлов и узлов для получения машины, удовлетворяющей её назначению. Узлом называют разъёмное или неразъёмное соединение составных частей изделия. Характерным признаком узла является возможность его сборки обособленно от других элементов изделия. Соединение двух и более деталей, входящее в узел, называют подузлом. Различают подузлы 1-го, 2-го и др. более высоких порядков. Подузел наивысшего порядка расчленяется только на детали (см. Детали машин). Базовым называют основной элемент (деталь или узел), с которого начинается сборка. Трудоёмкость сборки в машиностроении составляет 25—35% от общей трудоёмкости изделия; при большом объёме пригоночных работ (единичное производствои мелкосерийное производство) она достигает 40—45%.
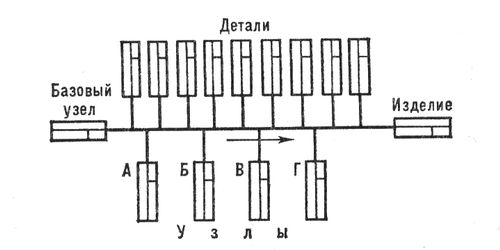
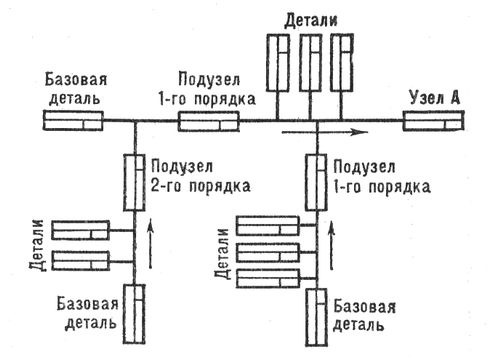
В машиностроении сборка расчленяется на общую и узловую. Технологическая схема общей сборки изделия показана на рис. 1. Каждый элемент изделия условно обозначен на схеме прямоугольником, разделённым на три части. В верхней части указывают наименование элемента, в левой нижней части — его индекс, в правой нижней части — количество данных элементов в изделии. Индексы элементов соответствуют номерам деталей и узлов на чертежах и в спецификациях. На рис. 2 дана технологическая схема узловой сборки изделия, общая сборка которого показана на рис. 1. Узловая сборка позволяет осуществлять параллельную сборку узлов изделия, значительно сокращает длительность цикла С. м.
Технологические схемы сборки отражают структуру и последовательность (маршрут) сборки изделия и его узлов: при их составлении устанавливают также необходимые контрольные и вспомогательные операции. Эти схемы дают представление о технологичности конструкции изделия в отношении его сборки. Конструкция изделия предопределяет методы сборки (см. Взаимозаменяемость, Компенсация сборочная). При проектировании технологического процесса сборки определяют темп (ритм, такт) общей и узловой сборки, деля годовой фонд рабочего времени в мин на годовую программу выпуска изделий (узлов) в штуках. Если темп значительно превосходит среднюю продолжительность характерных сборочных операций, то сборку ведут по принципам серийного производства. В этом случае на одном рабочем месте периодически (партиями, сериями) собираются различные изделия или узлы. Если темп близок к средней продолжительности характерных сборочных операций или меньше её, то сборку ведут по принципам массового производства, закрепляя за каждым рабочим местом определённую сборочную операцию. При малом темпе сборку дифференцируют, разделяя операции. Если это по технологическим соображениям затруднительно или невозможно, то операции выполняют параллельно, дублируя рабочие места. Содержание операций сборки должно быть таким, чтобы на каждом рабочем месте выполнялась по возможности однородная и технологически законченная работа. Это способствует лучшей специализации сборщиков и повышению производительности, их труда.
Технологические процессы сборки могут быть типовые, групповые и индивидуальные. Типовые процессы создаются для различных групп соединений и узлов на базе обобщения опыта прогрессивных методов сборки в масштабе отрасли машиностроения. Особенностью групповых процессов является их применимость для сборки нескольких изделий (узлов), характеризуемых однородностью конструктивно-технологических признаков. Индивидуальные процессы разрабатываются для сборки одного конкретного изделия.
При построении маршрута и операций сборки выявляются её организационные формы. Сборка может быть поточной и непоточной. Перемещение собираемого объекта от одного рабочего места к другому при поточной сборке осуществляется вручную (по верстаку, рольгангу, на тележках), грузоподъёмными машинами (кранами, тельферами и др.), периодически движущимся конвейером — пластинчатым конвейером, тележками, ведомыми по рельсовому пути замкнутой цепью, а также непрерывно движущимся конвейером (см. Конвейерная сборка). Поточная сборка при неподвижном объекте осуществляется на расположенных в линию неподвижных стендах. Каждый сборщик (бригада сборщиков) выполняет свою операцию, переходя последовательно от одного стенда к другому. Такую сборку целесообразно применять в серийном производстве при значительном темпе, в особенности для сборки тяжёлых машин, перемещение которых затруднительно. При поточной сборке должно быть обеспечено бесперебойное, увязанное с темпом сборки снабжение сборочной линии взаимозаменяемыми деталями и узлами: слесарно-пригоночные работы могут быть допущены лишь в том случае, если они увязаны с темпом сборки. Если требуется высокая точность, то сопрягаемые детали подбирают друг к другу (селективная сборка) или производится их индивидуальная пригонка. В этом случае сопрягаемые детали поступают на сборку спаренными. Поточная сборка сокращает цикл производства и межоперационные заделы деталей, повышает специализацию сборщиков, увеличивает возможности механизации и автоматизации производства и уменьшает трудоёмкость изделий. Механизация сборки направлена на частичную или полную замену ручного труда оператора машинным путём оснащения рабочих мест электрическим, пневматическим или гидравлическим инструментом и приспособлениями. Автоматизация имеет целью передачу сборочным машинам и их комплексам функции управления процессами сборки (см. Автоматизация производства). Механизация и автоматизация процессов может быть единичной и комплексной.
Непоточная сборка применяется в единичном и мелкосерийном производстве.
При проектировании технологического процесса сборки устанавливают объекты, методы и средства технического контроля для определения соответствия точности формы и размеров, относительного положения и движения элементов изделия заданным техническим условиям. Проверке подвергаются: взаимное положение элементов изделия, качество выполненных соединений (сила и момент затяжки резьбовых соединений, качество пригонки стыкуемых поверхностей и др.), правильность постановки и наличие деталей в соединениях, масса узлов и изделия в целом, уравновешенность вращающихся частей изделия и т. п. (см. также Контрольно-измерительные средства). Контроль делят на промежуточный и приёмочный. Промежуточный контроль производят после выполнения сложных операций сборки и тех, где наиболее вероятен брак. При приёмочном контроле проверке подвергаются все собранные изделия и наиболее ответственные узлы. Технологические процессы узловой и общей сборки фиксируют в технологической документации.
Основные направления повышения производительности сборки — механизация и автоматизация, устранение пригоночных работ, уменьшение количества наименований деталей и узлов машины, нормализация и унификация крепёжных и некоторых др. деталей изделия, уменьшение количества многозвенных размерных цепей.
Лит.: Новиков М. П., Основы технологии сборки машин и механизмов, 4 изд., М., 1969; Корсаков В. С., Основы технологии машиностроения, М., 1974; Справочник технолога-машиностроителя. 3 изд., т. 1—2, М., 1972.