1) у металообробці — металоріжучий верстат для обробки заготовок абразивним інструментом . Перший Ш. с. сучасного типа (універсальний круглошліфовальний) був побудований в 1874 в США. Спочатку Ш. с. працювали з кругами, виготовленими з цілісних шматків природних абразивних порід, потім стали використовуватися більш міцні круги з розмолотих природних абразивів. Винахід в 1893 способи виготовлення штучних абразивів (карборунда) значно розширив поширення Ш. с.
Відповідно до прийнятої для металоріжучих верстатів класифікації Ш. с. підрозділяють на кругло- і внутрішньошліфувальних (в т.ч. безцентрово-шліфувальні, планетарні), спеціалізованих, плоскошліфувальних і ін., що працюють абразивним інструментом (зубо- і резьбошліфовальниє верстати відносять до групи зубо- і резьбообрабативающих верстатів). Специфіка використовуваного інструменту пред'являє до конструкції і конструкційних матеріалів деякі додаткові вимоги: вібростійка, зносостійкість, інтенсивне відведення абразивного пилу. Головний рух Ш. с. (див. в ст. Металоріжучий верстат ) — обертання абразивного інструменту, причому його швидкість, як правило значно вище за швидкість подачі і інших рухів.
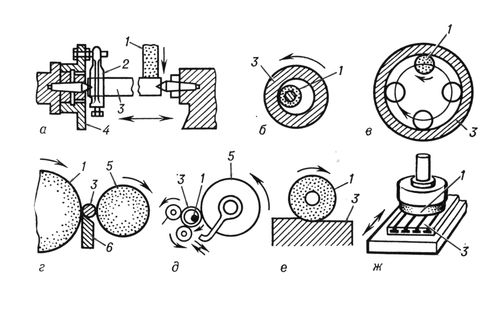
Найбільшого поширення набули круглошліфовальниє верстати. На цих верстатах заготівку встановлюють на центрах або в патроні ( мал. , а) і приводять в обертання назустріч шліфувальному кругу; разом із столом верстата вона може здійснювати зворотно-поступальний рух. Шліфувальний круг в кінці кожного (або подвійного) ходу столу отримує поперечне переміщення на глибину різання (див. Обробка металів різанням ). На круглошліфовальних верстатах зазвичай шліфують зовнішні циліндрові і конічні поверхні і торці заготовок. На врізних круглошліфовальних верстатах шліфування зовнішніх циліндрових, конічних і фасонних поверхонь виробляється широким кругом (ширше за розмір заготівки); подовжня подача тут відсутня.
Внутрішньошліфувальні верстати призначені для шліфування внутрішніх поверхонь обертання. Найбільш поширені внутрішньошліфувальні верстати, в яких оброблювана заготівка обертається довкола осі шліфованого отвору, а шліфувальний круг — довкола своєї осі ( мал. , би) . Подовжню і поперечну подачі здійснюють довкруги. При обробці отворів крупних заготовок, які привести в обертання важко, застосовують планетарні внутрішньошліфувальні верстати. У цих верстатах шліфувальний круг обертається довкола своєї осі і довкола осі шліфованого отвору одночасно ( мал. , в).
безцентрово-шліфувальні верстати призначені для шліфування зовнішніх і внутрішніх циліндрових поверхонь. При шліфуванні зовнішніх поверхонь заготівку (ряд зістикованих заготовок) поміщають між двома абразивними кругами — шліфувальним (ріжучим) і таким, що веде ( мал. , г) і притискують до опорному ножу. Унаслідок похилої установки провідного круга за рахунок сил тертя заготівка не лише обертається, але і поступально переміщається (подовжня подача). Поперечну подачу здійснюють таким, що також веде довкруги. При шліфуванні внутрішніх поверхонь (наприклад, кілець підшипників) заготівки встановлюють між двома підтримуючими роликами і ведучим довкруги ( мал. , д), який і обертає заготівку. Шліфувальний круг, якщо необхідно, переміщається уподовж і впоперек осі отвору або лише радіально (при врізному шліфуванні). Безцентрово-шліфувальні верстати менш універсальні, але конструктивно простіше і проїзводітельнєє кругло- і внутрішньошліфувальних.
Плоскошліфувальні верстати призначені для обробки плоскості заготовок периферією або торцем шліфувального круга. На таких верстатах, що працюють периферією круга ( мал. , е), стіл із закріпленою на нім заготівкою здійснює зворотно-поступальний або обертальний рух, а шліфувальний круг, що обертається, отримує поперечну подачу на кожен хід або зворот столу, а також переміщення на глибину різання. У плоскошліфувальних верстатах, що працюють торцем шліфувального круга ( мал. , же), на відміну від верстатів, що працюють периферією круга, поперечна подача відсутня, т.к. діаметр круга більше поперечного розміру оброблюваної заготівки (врізне шліфування).
Спеціалізовані Ш. с. призначені, як правило, для обробки деталей заданої форми, наприклад для шліфування шийок колінчастих валів, деталей штампів, шаблонів, шліцьових деталей і т.д. Обробку заготовок на цих верстатах здійснюють в основному методом копіювання, рідше методом обгинання.
В загальну групу Ш. с. входять також верстати: притиральні, полірувальні, доводочниє, заточниє, шліцешліфовальниє, хонінговальниє і ін. що працюють абразивним інструментом.
2) У деревообработке— деревообробний верстат для шліфування деталей і виробів з деревини і деревних матеріалів. Залежно від типа абразивного інструменту, форми, шліфувальній шкірці, що додається, і призначення розрізняють Ш. с.: дискові, стрічкові, барабанні (циліндрові), бабінниє, віброшліфувальні і полірувальні. Залежно від характеру руху подачі деталі Ш. с. бувають позиційні і прохідні. У позиційних Ш. с. абразивний матеріал або оброблювана деталь здійснюють зворотно-поступальний рух, а в прохідних Ш. с. оброблювана деталь (або виріб) проходить через зону абразивного матеріалу. До позиційних відносяться деякі Ш. с. для полірування лакованих деталей. Шліфовку лакованих поверхонь виробляють частіше на віброшліфувальних верстатах, в яких шкірка в зоні контакту здійснює разом з притискним механізмом коливальні рухи (близько 1400 коливань в 1 мін ) . Найбільш продуктивні широколенточниє Ш. с. прохідного типа і Ш. с. барабанного типа.
Літ.: Металоріжучі верстати, М., 1973; Маслов Е. Н., Теорія шліфування матеріалів, М., 1974.