Мартенівське виробництво , виробництво в мартенівських печах металургійних або машинобудівних заводів литої сталі заданого хімічного складу. Сталь виходить шляхом окислювальної плавки завантажених в піч залізовмісних матеріалів — чавуну, сталевого лому, залізняку і флюсів в результаті складних физико-хімічних процесів взаємодії між металом, шлаком і газовим середовищем печі. М. п. поряд з іншими видами виробництва стали (див. Киснево-конвертерний процес, Електросталеплавильне виробництво ) — друга ланка загалом виробничому циклі чорній металургії ; два інших основних ланки — виплавка чавуну в доменних печах і плющення сталевих злитків або заготовок.
Завдяки перевагам, якими мартенівський процес відрізнявся від інших способів масового здобуття стали (велика гнучкість і можливість застосовувати його при будь-яких масштабах виробництва; менш строгі вимоги до вихідних матеріалів; відносна простота контролю і управління ходом плавки; висока якість і широкий асортимент тієї, що виплавляється стали; порівняно невелика вартість переділу), в кінці 19 століття і 1-ої половини 20 століть він був основним сталеплавильним процесом (у 1940—55 цим способом виготовлялося близько 80 % вироблюваній в світі сталі). Проте у зв'язку з бурхливим розвитком в 60-х роках 20 століть киснево-конвертерного виробництва будівництво мартенівських цехів практично припинилося; відносна доля мартенівської сталі безперервно зменшується. У 1970 в мартенівських печах виплавлено в світі ~240 млн. т стали (~40 %), до СРСР — 84 млн. т (~72 %). М. п. — основний споживач сталевого лому (близько 50 %).
Історична довідка. Ідеї організації переділу залізного лому і чавуну в сталь на череню полум'яної печі висловлювалися неодноразово. Найбільший вклад в створення М. п. належить Ф. Сименсу (Німеччина), що запропонував в 1856 використовувати принцип регенерації тепла газів, що відходять, для підвищення температури в робочому просторі плавильних печей, і П. Мартену (Франція), якому в 1864 удалося побудувати і ввести в експлуатацію першу регенеративну відбивну піч для плавки литої сталі. У Росії перша мартенівська піч ємкістю 2,5 т була пущена А. А. Ізноськовим на Сормовськом заводі (нині завод «Червоне Сормово» в Горькому) в 1870. Спочатку мартенівські печі мали кислий під. Широке поширення М. п. отримало після створення печей з основним черенем (у 1879—1880 у Франції на заводах Крезо і Тернуар, в 1881 в Росії на Александровськом заводі в Петербурзі). У 1894 російські металурги брати А. М. і Ю. М. Горяїнови розробили технологію мартенівської плавки на рідкому чавуні і успішно застосували її на Александровськом заводі в Екатерінославе (нині завод імені Петровського в Дніпропетровську). У Франції, Росії і інших країнах процес отримав назву «мартенівського», в Германії — «сименс-мартенівського», в США — «Open hearth process» (тобто процес на відкритому череню).
Для розвитку М. п. характерні 3 періоди: у першому (до початку 20 століть) плавку вели в печах невеликої ємкості (до 70 т ), які опалювалися генераторним газом, тяга була природною (димар); другий період (1-я половина 20 століть) характеризується переходом на коксодоменний газ, примусовою подачею повітря (вентилятори), автоматизацією теплового режиму печі, установкою казанів-утилізаторів, будівництвом печей ємкістю 185—250 т , потім 370—500 т ; для того, що почався в 50-х роках 20 століть третього періоду характерні інтенсифікація процесу киснем, перехід на паливо з високою теплотою згорання (головним чином природний газ), будівництво нових цехів з агрегатами ємкістю 600—900 т , створення печей нового типа. Найбільших масштабів М. п. досягло в СРСР і США. У СРСР працюють (1974) найбільші в світі печі ємкістю 900 т. Істотний внесок у розвиток теорії і практики М. п. внесли радянські учені-металурги Ст Е. Грум-Гржімайло, А. А. Байков, М. А. Павлов, М. М. Карнаухов, Н. Н. Доброзичливців, Ст І. Тижнов, К. Г. Трубін та інші.
Мартенівський процес. Шихта мартенівських печей підрозділяється на металеву частину (чавун, сталевий лом, розкислювачі і легуючі добавки) і неметалічну (залізняк, мартенівський агломерат, вапняк, вапно, боксит, плавиковий шпат). Чавун, вживаний або в рідкому стані, або у вигляді чушок, служить основним джерелом вуглецю, що забезпечує нормальне протікання мартенівського процесу. Кількість чавуну і сталевого лому в шихті може вагатися в будь-яких співвідношеннях залежно від різновиду процесу, економічних умов, марок сталей, що виплавляються. Як розкислювачі і легуючі добавки, в М. п. використовують феросплави і деякі чисті метали (алюміній, нікель). Залізняк і мартенівський агломерат застосовуються в М. п. як окислювачі, а також як флюс, сприяючий прискореному формуванню активного шлаку. В ролі окислювача може використовуватися також окалина. Вапняк, вапно, боксит плавиковий шпат в мартенівському процесі служать для формування шлаку необхідного складу і консистенції, що забезпечує протікання окислювальних реакцій, видалення шкідливих домішок і нагрів металу.
В мартенівському процесі (на відміну від конвертерних) тепла, що виділяється в результаті хімічних реакцій окислення домішок металевої ванни, недостатньо для проведення плавки. Тому в піч додатково подається тепло, отримуване в результаті спалювання палива в робочому просторі. Паливом служать природний газ, мазут, коксовий і доменний гази. Для забезпечення повного згорання палива повітря на горіння подається в кількості, декілька більшому теоретично необхідного. Це створює надлишок кисню в продуктах згорання, в яких присутні також газоподібні оксиди Co 2 і H 2 O, частково диссоціюючі при високій температурі. В результаті відбувається окислення заліза і інших елементів, що містяться в шихті (для інтенсифікації горіння палива частина повітря, що подається в піч, може замінюватися киснем; газоподібний кисень подається також у ванну для інтенсифікації окислювальних процесів). FEO, Fe 2 O 3 , CAO, Sio 2 , MNO, P 2 O 5 і інші оксиди разом з вогнетривами кладки, що поступово руйнуються, флюсами і домішками, що вносяться шихтою, утворюють шлак, що покриває метал в все подальші періоди плавки. Шлак грає важливу роль: зв'язує всі домішки, які треба видалити з шихти; передає кисень з атмосфери печі до рідкого металу; передає тепло від факела до металу; захищає метал від насичення газами, що містяться в атмосфері печі, і від надмірного окислення заліза. У різні періоди плавки шлак повинен мати потрібний хімічний склад, необхідну жідкоподвіжность і знаходитися в печі в певній кількості.
В мартенівській плавці розрізняються зазвичай наступні періоди: заправка печі, завалення і прогрівання шихти, заливка рідкого або завалення твердого чавуну, плавлення, кипіння, розкислювання і легування, випуск. Заправка печі переслідує мету підтримки в робочому стані всіх елементів кладки плавильного простору. Для цього у момент випуску плавки на подіну і стінках у міру їх звільнення від шлаку заправною машиною закидають вогнетривкі матеріали (роздроблений обпалений доломіт, магнезитовий порошок та інші). Після випуску з печі металу і шлаку подіну ретельно оглядають і, якщо потрібно, виправляють відмічені нерівності (горби, ями). Завалення шихти здійснюється машиною завалення . Всі тверді шихтовиє матеріали подаються до печі в спец.(спеціальний) коробах — мульдах (ємкістю до 3,3 м 3 ). Тривалість завалення залежно від ємкості печі вагається від 1 до 3 ч . Для додаткового підігрівання всього сталевого лому перед заливкою в піч чавуну виробляються прогрівання шихти, тривалість якого може досягати 1,5 ч . Заливка чавуну триває 20—60 мін . Період плавлення починається відразу після закінчення заливки чавуну і продовжується 1—5 ч . У піч в цей період подається максимальне кількість палива, ванна продувається киснем. В процесі заливки чавуну і в перший момент плавлення відбувається інтенсивне утворення шлаку, оскільки весь кремній і частина марганцю, що містяться в чавуні, окислюються (у шлак частково переходять і оксиди заліза). Товстий шар шлаку, що утворився, утрудняє передачу тепла від факела до металу. У зв'язку з цим в першій половині плавлення видаляють з печі (шляхом спуску в шлакові чаші) деяку кількість шлаку. У період плавлення забезпечується видалення з металу також основної маси фосфору. Хімічний склад металевої ванни у момент повного розплавлення помітно відрізняється від складу, який сталь повинна мати перед випуском плавки; температура металу відносно невисока. Тому головне призначення наступних періодів плавки, званих доведенням, полягає в тому, щоб забезпечити необхідний нагрів металу, доведення його до заданого хімічного складу. У зв'язку з цим період кипіння — найбільш відповідальний період мартенівської плавки. Головною реакцією цього періоду є реакція окислення розчиненого в рідкому металі вуглецю. Бульбашки окислу вуглецю, що утворюються в результаті цієї реакції, вириваються на поверхню металу, пробивають шар шлаку і, виходячи на його поверхню, створюють враження кипіння ванни. Швидкість окислення вуглецю в цей період можна регулювати або добавками залізняку і інших флюсів, або продуванням ванни киснем і стислим повітрям. Склад шлаку, що забезпечує оптимальний нагрів металу і видалення з нього небажаних домішок (зокрема сірки), регулюється добавками винищити, руди і інших флюсуючих матеріалів. Бульбашки окислу вуглецю, що виділяються, грають важливу роль в мартенівському процесі. Перемішуючи нижні шари металу (менш нагріті) з верхніми (більш нагрітими), вони прискорюють процес нагріву всього об'єму металу. Крім того, вони захоплюють по дорозі вгору деяке кількість інших газів і неметалічних часток, присутність яких в готовій сталі погіршує її якість. Період кипіння інколи умовно розділяють на 2 частини — період рудного кипіння, коли в піч вводять добавки руди (кисень), винищити, флюсів, і період чистого кипіння, коли окислення розчиненого в металі вуглецю продовжується без яких-небудь добавок, за рахунок розчиненого в шлаку і металі кисню. В період чистого кипіння відбувається остаточне доведення металу до потрібних температури і хімічного складу. Тривалість чистого кипіння строго регламентується залежно від марки, що виплавляється, стали. Починаючи з моменту повного розплавлення ванни і до кінця періоду кипіння здійснюється контроль складу металу і шлаку, а також контроль температури металу. Загальна тривалість періоду кипіння 1—2,5 ч . Розкислювання і легування — завершуючий період плавки, основне призначення якого полягає в зниженні вміст кисню в металі і доведенні складу металу до заданого за змістом всіх елементів, включаючи ті, що легують. Розкислюючі і легуючі добавки залежно від марки сталі, що виплавляється, вводять або в піч, або в сталеплавильний ківш під час випуску металу. Для випуску металу з печі з боку задньої стінки пробивають або пропалюють струменем газоподібного кисню стальовипуськноє отвір; метал по жолобу стікає у встановлений під ним сталеразлівочний ківш (на великих печах плавку випускають в 2 або 3 ковши). Загальна тривалість випуску до 20 мін . Після випуску плавки і необхідного огляду отвір знов закладають вогнетривкими матеріалами. З ковша метал розливають в виливниці або на установках безперервного розливання стали . Для підвищення якості мартенівської сталі визначене поширення набув розроблений в СРСР метод обробки металу в ковші (при випуску з печі) синтетичними шлаками, приготованими в спеціальному плавильному агрегаті.
Різновиди мартенівського процесу. Залежно від складу вогнетривких матеріалів, з яких виготовлена подіна печі, мартенівський процес буває двох типів: основний (у складі вогнетривів подіни переважають основні оксиди — CAO, MGO) і кислий (подіна складається з Sio 2 ). Шлак основного процесу складається переважно з основних оксидів, а кислого — з кислих. Залежно від складу шихти (точніше, від співвідношення чавуну і лому в шихті) мартенівський процес підрозділяють на декілька технологічних варіантів. При карбюраторному (вугільному для скрапу) процесі металева частина шихти складається практично лише із сталевого лому (скрапу ), а потрібна кількість вуглецю вводиться в шихту вуглецьвмісними матеріалами (карбюраторами): антрацитом, коксом, графітом, кам'яним вугіллям і тому подібне Карбюраторний процес набув дуже невеликого поширення. Скрап-процес характеризується тим, що шихта складається в основному із скрапу. Витрата чавуну при цьому залежить від необхідного для проведення періоду кипіння вмісту вуглецю в розплавленому металі і вагається від 20 до 45 %. Скрап-процес зазвичай застосовується на заводах, що не мають доменних печей, а також в мартенівських цехах машинобудівних заводів. Найширше поширений рудний для скрапу процес, що отримав свою назву від того, що тверда частина шихти складається в основному із скрапу і руди; для процесу характерний підвищена кількість чавуну (50—80 % від маси металевої частини шихти), що заливається в піч в рідкому вигляді. Рудний для Скрапу процес застосовується в мартенівських цехах заводів, що мають доменні печі. У зв'язку з підвищеним вмістом чавуну в шихті до ванни вноситься багато домішок (вуглець, марганець, кремній, фосфор, сірка), на окислення яких потрібна підвищена кількість кисню (газоподібного і у вигляді оксидів руди). Рудний процес отримав свою назву від того, що тверда частина шихти складається в основному із залізняку; металева частина шихти складається лише з рідкого чавуну. Широкого вживання рудний процес не отримав.
Більше 95 % мартенівській сталі виплавляється основним процесом (скрапом-процесом і рудним для скрапу). Кислий мартенівський процес значно менше поширений, чим основний, у зв'язку з тим, що при нім утруднено видалення з металу сірки і фосфору і тому потрібні чистіші (і, отже, дорожчі) шихтовиє матеріали; плавка при кислому процесі триває довше, ніж при основному. Проте особливості взаємодії металу з кислим футеруванням подіни печі і з кислим шлаком газопроникність якого менша, ніж основного, а також використання чистих шихтових матеріалів дозволяють отримувати при кислому процесі сталь високої якості, що чисту від шкідливих домішок і характеризується дуже малою анізотропією властивостей вздовж і поперек напряму подальшої обробки тиском. У зв'язку з цим кисла мартенівська сталь широко використовується для виробництва роторів турбін, крупних колінчастих валів, стволів артилерійських знарядь і інших виробів які повинні мати високу механічну міцність вздовж і поперек волокна.
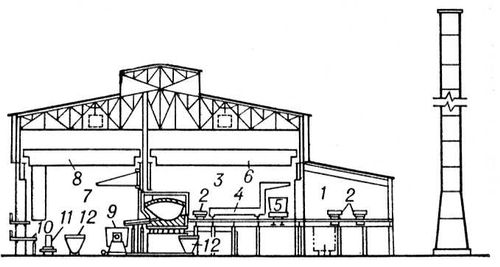
Мартенівський цех. За способом подачі шихтових матеріалів розрізняють цехи з рейковою подачею шихти і цехи з подачею крану шихти. Основна маса мартенівської сталі виробляється в цехах з рейковою подачею шихти. До складу сучасного мартенівського цеху входять наступні відділення: шихтовий двір, міксерноє відділення, гл.(глав) будівля, відділення роздягання злитків, відділення підготовки виливниць. Шихтовий двір служить для приймання і зберігання тих, що поступають в мартенівський цех твердих шихтових і заправних матеріалів. Для розвантаження і вантаження матеріалів на шихтових дворах встановлені мостові магнітні і грейфери крани. До печей шихта передається в мульдах, що встановлюються на залізничних візках. У міксерном відділенні, яке, як правило, примикає з торця до головної будівлі мартенівського цеху, встановлюються один або два міксера, призначених для зберігання рідкого чавуну, що поступає з доменного цеху. До мартенівських печей чавун з міксера подається по залізничній колії в чугуновозних ковшах. На заводах, де немає міксерного відділення, чавун з доменного цеху поступає до мартенівських печей в ковшах міксерного типа. Головна будівля цеху (див. мал. ) складається з шихтового открилка, пічного і розливного прольотів. Шихтовий открилок, розташований на рівні підлоги робочого майданчика печей, примикає до пічного прольоту і служить для подачі шихтових матеріалів до печей. У пічному прольоті розміщуються мартенівські печі і пульти управління ними. Печі розташовуються в одну лінію уздовж центральних колон головної будівлі; з боку шихтового открилка розміщуються пульти управління. Робочий майданчик пічного прольоту влаштовується на рівні 6—7 м-коду від заводської підлоги. На робочому майданчику зазвичай прокладені 3 железнодорожних дорозі: для подачі до печей мульдових складів з шихтою, для пересування підлогової машини завалення, для подачі до печей чугуновозних ковшів з рідким чавуном з міксерного відділення. Для заливки чавуну в печі в прольоті є мостові заливальні крани. Розливний проліт примикає безпосередньо до пічного. Його головне призначення — приймання стали з печей, розливання її по виливницях або на установках безперервного розливання і прибирання технологічного шлаку. З одного боку розливного прольоту розташовуються мартенівські печі, з іншої — уздовж стенів знаходяться розливні майданчики (в разі розливання стали по виливницях). Зазвичай в розливному прольоті прокладено декілька залізничних колій: для складів з виливницями, для обслуговування операцій по прибиранню шлаку і сміття і тому подібне В розливному прольоті є також стенди для сталеразлівочних ковшів, стенди для шлакових чаш, сушарки для стопорів, ями для ремонту ковшів. У прольоті встановлені мостові розливні крани (для розливання стали) і консольно-поворотні крани (для обслуговування розливання і стальовипуськних жолобів). Відділення роздягання злитків (так зване стріпперноє відділення) розташовується, як правило, в самостійній будівлі біля відділення нагрівальних колодязів блюмінга або слябінгу. Тут злитки витягуються з виливниць (див. Стріпперованіє злитків ). Відділення підготовки виливниць (двір виливниць) призначене для збірки складів з виливницями під розливання стали; зазвичай розташовується недалеко від розливного прольоту. У відділенні підготовки виливниць прокладено декілька залізничних колій, є ділянки підготовки нових прибуткових надставок, сушила для їх сушки, пальника для підігрівання виливниць, стелажі для наборки центрових і печі для їх сушки. У відділенні встановлено декілька мостових кранів.
Продуктивність сучасних мартенівських цехів металургійних заводів 250—3000 тис. т злитків в рік.
Літ.: Грум-Гржімайло Ст Е., Полум'яні печі, 2 видавництва, ч. 1—5, Л. — М., 1932; його ж, Виробництво стали, 3 видавництва, М. — Л., 1933; Павлов М. А., Визначення розмірів доменних і мартенівських печей, 2 видавництва, М. — Л., 1932; Карнаухов М. М., Металургія стали, 2 видавництва, ч. 2 — 3, Л. — М. — Свердловськ, 1934; Бюелл Ст, Мартенівська піч. Проектування, споруда, експлуатація, переклад з англійського, 2 видавництва, М., 1945; Виробництво стали в основній мартенівській печі, переклад з англійського, 2 видавництва, М., 1959; Морозів А. Н., Сучасний мартенівський процес, Свердловськ, 1961; Металургія стали. Мартенівський процес. Конструкції і устаткування мартенівських печей і цехів, М., 1961; Явойський Ст І., Теорія процесів виробництва стали, 2 видавництва, М., 1967; Трубін До. Р., Ойкс Р. Н., Металургія стали. Мартенівський процес, 4 видавництва, М., 1970; Веселков Н. Р., Модернізація мартенівських печей, М., 1970; Металургія стали, під редакцією В. І. Явойського і Г. Н. Ойкса, М., 1973.