Кінцеві заходи , міри довжини з постійним значенням розміру між двома взаємно паралельною вимірювальною плоскістю. Поява До. м. відноситься до 1900, коли на Усесвітній виставці в Парижі фірма Іогансон (Швеція) демонструвала До. м., з яких можна було складати блоки на основі властивості прітіраємості. Тому інколи До. м. такого типа називаються плитками Іогансона. виробництво До. м. в СРСР вперше було налагоджено на Тульському і Сестрорецком заводах, а починаючи з 30-х рр. До. м. випускаються серійно, їх виробництво зосереджене на інструментальних заводах «Калібр» (Москва) і «Червоний інструментальник» (Корів).
До. м. служать для передачі значень розміру від державного еталону довжини до виробу. Вживання До. м. забезпечує єдність засобів вимірів в машинобудуванні. До. м. повіряють контрольно-вимірювальні засоби, встановлюють вимірювальні засоби на номінальний розмір, набудовують верстати і пристосування, пристрої для розмічальних робіт і т. д.
До. м. мають форму прямокутного паралелепіпеда або кругового циліндра . Циліндрові До. м. виготовляються зазвичай розмірами від 25 до 1000 мм через кожних 25 мм. Вони використовуються найчастішим для перевірки вимірювальних машин .
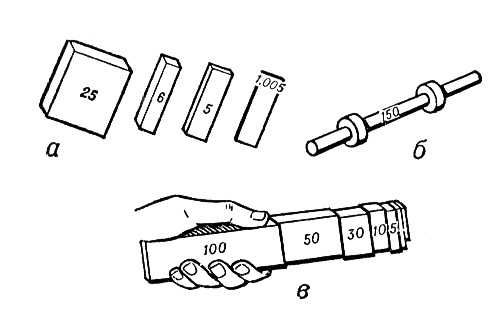
В Радянському Союзі поширені переважно сталеві До. м. у вигляді прямокутного паралелепіпеда розміром від 0,1 до 2000 мм з градацією номінальних значень 0,001; 0,01; 0,1; 0,5; 10; 25; 50; 100 і 1000 мм. Розміри вимірювальних поверхонь 5´15 мм для До. м. до 0,29 мм, 9´30 мм — для До. м. до 10 мм і 9´35 — для До. м. понад 10 мм. До. м. з розміром понад 100 мм мають два отвори діаметром 12 мм на відстані 25 мм від вимірювальних поверхонь для того, що скріпляє двох заходів спеціальними стягуваннями.
До. м. випускаються в одному футлярі наборами, щоб можна було складати блоки для виміру будь-якого розміру, збираючи їх з можливо меншого числа До. м. (не більше 5 штук). У СРСР випускається (1972) 15 наборовши, з них в найбільшому налічується 116 До. м. з номінальними розмірами від 0,5 до 100 мм. Для перевірки і розмітки розмірів до 1500 мм До. м. використовують із спеціальними наборами приладдя. При роботі з До. м. використовують також властивість прітіраємості. В процесі переміщення одній До. м. по поверхні інший за наявності якнайтоншого шару мастила виникає зчеплення між їх поверхнями, і при цьому витікає мастило, закумульоване в мікропорах До. м. Це дозволяє складати блоки. м. розміром до 100 мм без додаткового кріплення. Для забезпечення прітіраємості До. м. повинні мати шорсткість робочих поверхонь 13—14-го класу, а твердість матеріалу має бути не нижче 62 HRC. Розмір блоку відрізняється від розміру тих, що входять в нього До. м. не менше 0,1—0,05 мкм для кожного проміжного шару.
Параметрами точності плоскопаралельних До. м. є довжина перпендикуляра, опущеного з будь-якої точки вимірювальної поверхні До. м. на протилежну поверхню, і відхилення від плоськопараллельності — різниця між довжиною До. м. в даній крапці і серединною довжиною. Точність До. м. в СРСР нормується класами точності (від 0 до 4) і розрядами (від 1 до 5). Клас визначається допустимими відхиленнями від довжини і плоськопараллельності, а розряд привласнюється залежно від точності виміру при атестації довжини і допустимого відхилення від плоськопараллельності. Набор До. м. найвищого розряду, що є на підприємстві, називається основним і використовується як початковий для підтримки єдності заходів на цьому підприємстві. У іноземній практиці відсутнє розділення точності До. м. по класах і розрядах.
Радянські заводи освоїли випуск До. м. з твердих сплавів, стійкість яких до стирання в 10—40 разів вище, ніж в сталевих До. м. Недоліком таких До. м. є велика погрішність при вимірах, особливо на великих розмірах, що пояснюється значною різницею коефіцієнта лінійного розширення твердого сплаву, з якого виготовлені До. м., і матеріалу виробу (зазвичай сталь). Можливе виробництво великих До. м. з вимірювальними поверхнями, армованими пластинами з твердого сплаву.
Літ.: Кайнер Р. Би., Кулаків А. І., Про прітіраємості доведених поверхонь, «Вимірювальна техника»,1972 № 11.