Залізобетонні конструкції і вироби, елементи будівель і споруд, що виготовляються з залізобетону, і поєднання цих елементів. Високі техніко-економічні показники Ж. до. і і., можливість порівняно легко додавати їм необхідну форму і розміри при дотриманні заданої міцності, зумовили їх широке вживання практично у всіх галузях будівництва. Сучасні Ж. до. і і. класифікуються по декількох ознаках: за способом виконання (монолітні, збірні, збірно-монолітні), виглядом бетону, вживаного для їх виготовлення (з важких, легенів, комірчастих, жаростійких і ін. бетонів), виглядом напруженого стану (звичайні і заздалегідь напружені).
Монолітні залізобетонні конструкції, виконувані безпосередньо на будівельних майданчиках, зазвичай застосовуються в будівлях і спорудах, що важко піддаються розчленовуванню, при нестандартній і малій повторюваності елементів і при особливо великих навантаженнях (фундаменти, каркаси і перекриття багатоповерхових промислових будівель, гідротехнічні, меліоративні, транспортні і ін. споруди). У ряді випадків вони доцільні при виконанні робіт індустріальними методами з використанням інвентарних опалубок — що ковзає, переставною (башти градірні, силоси, димарі, багатоповерхові будівлі) і пересувний (деякі тонкостінні оболонки покриттів). Зведення монолітних залізобетонних конструкцій технічно добре відпрацьоване; значні досягнення є також у вживанні методу попередньої напруги при виробництві монолітних конструкцій (див. Заздалегідь напружені конструкції ). В монолітному залізобетоні виконана велика кількість унікальних споруд (телевізійні башти, промислові труби великої висоти, реактори атомних електростанцій і ін.). У сучасній будівельній практиці низки капіталістичних країн (США, Великобританії, Франції і ін.) монолітні залізобетонні конструкції набули широкого поширення, що пояснюється головним чином відсутністю в цих країнах державної системи уніфікації параметрів і типізації конструкцій будівель і споруд. У СРСР монолітні конструкції переважали в будівництві до 30-х гг.; впровадження більш індустріальних збірних конструкцій в ті роки стримувалося із-за недостатнього рівня механізації будівництва, відсутності спеціального устаткування для їх масового виготовлення, а також монтажних кранів великої продуктивності. Питома вага монолітних залізобетонних конструкцій в загальному обсязі виробництва залізобетону в СРСР складає приблизно 35% (1970).
Збірні залізобетонні конструкції і вироби — основний вигляд конструкцій і виробів, вживаних в різних галузях будівництва: житлово-цивільному, промисловому, з.-х.(сільськогосподарський) і ін. Збірні конструкції мають істотні переваги перед монолітними, вони створюють широкі можливості для індустріалізації будівництва: вживання великорозмірних залізобетонних елементів дозволяє основну частину робіт по зведенню будівель і споруд перенести з будівельного майданчика на завод з високоорганізованим технологічним процесом виробництва. Це значно скорочує терміни будівництва, забезпечує вищу якість виробів при найменшій їх вартості і витратах праці; використання збірних залізобетонних конструкцій дозволяє широко застосовувати нові ефективні матеріали (легкі і комірчасті бетони, пластмаси і ін.), зменшує витрату лісоматеріалів і сталі, необхідних у ін. галузях народного господарства. Збірні конструкції і вироби мають бути технологічні і транспортабельні; вони особливо вигідні при мінімальній кількості тіпоразмеров елементів, що повторюються багато раз.
Виготовлення збірного залізобетону в СРСР придбало великі масштаби після постанови ЦК КПРС і Ради Міністрів від 19 серпня 1954 «Про розвиток виробництва збірних залізобетонних конструкцій і деталей для будівництва». За минулі роки у Радянському Союзі в крупних містах і центрах зосередженого будівництва зведено велике число механізованих заводів залізобетонних конструкцій і виробів. Випуск збірного залізобетону з 1954 по 1970 збільшився в 30 разів і в 1970 склав 84 млн. м 3 . За об'ємом вживання збірних залізобетонних конструкцій СРСР випередив найбільш розвинені капіталістичні країни, причому виробництво Ж. до. і і. перетворилося на самостійну галузь промисловості будівельних матеріалів. Одночасно із зростанням виробництва і вживання в будівництві збірного залізобетону удосконалювалася технологія його виготовлення. Була здійснена також уніфікація основних параметрів будівель і споруджень різного призначення, на основі якої розроблені і упроваджені типові конструкції і вироби для них.
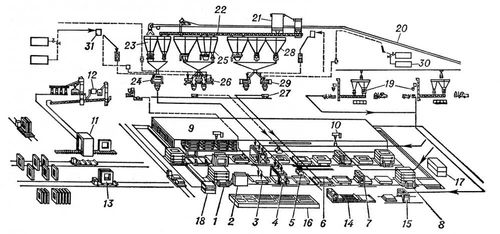
Залежно від призначення в будівництві житлових, суспільних, промислових ( мал. 1 ) і з.-х.(сільськогосподарський) будівель і споруд розрізняють наступні найбільш поширені збірні Ж. до. і і.: для фундаментів і підземних частин будівель і споруд (фундаментні блоки і плити, панелі і блоки стенів підвалів); для каркасів будівель (колони, ригелі, прогони, підкранові балки, кроквяні і підкроквяні балки, ферми); для зовнішніх і внутрішніх стенів (стінні і перегородчасті панелі і блоки); для міжповерхових перекриттів і покриттів будівель (панелі плити і настили); для сходів (сходові марші і майданчики); для санітарно-технічних пристроїв (опалювальні панелі, блоки вентиляційні і сміттєпроводів, санітарно-технічні кабіни).
Збірні Ж. до. і і. виготовляють переважно на механізованих підприємствах і частково на обладнаних полігонах. Технологічний процес виробництва залізобетонних виробів складається з ряду послідовно виконуваних операцій: приготування бетонної суміші, виготовлення арматури (арматурних каркасів, сіток, гнутих стрижнів і т. д.), армування виробів, формування виробів (укладання бетонної суміші і її ущільнення), тепловлажностной обробки, що забезпечує необхідну міцність бетону, обробки лицьової поверхні виробів.
В сучасній технології збірного залізобетону можна виділити 3 основних способу організації виробничого процесу: агрегатно-поточний спосіб виготовлення виробів в переміщуваних формах; конвеєрний спосіб виробництва; стендовий спосіб в непереміщуваних (стаціонарних) формах.
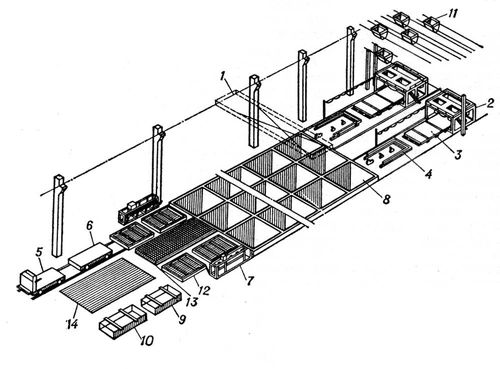
При агрегатно-поточном способі ( мал. 2 ) всі технологічні операції (очищення і мастило форм, армування, формування, тверднення, розпалубила) здійснюються на спеціалізованих постах, обладнаних машинами і установками, створюючими потокову технологічну лінію, форми з виробами послідовно переміщаються по технологічній лінії від поста до поста з довільним інтервалом часу, залежним від тривалості операції на даному посту, яка може вагатися від декількох мін (наприклад, мастило форм) до декількох ч (тверднення виробів в пропарювальних камерах). Цей спосіб вигідно використовувати на заводах середньої потужності, особливо при випуску виробів широкої номенклатури.
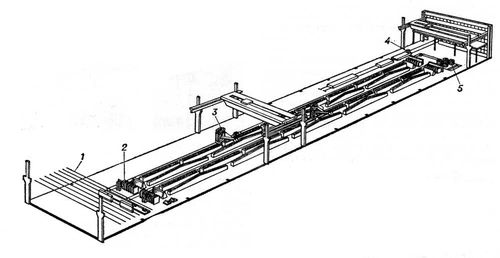
Конвеєрний спосіб ( мал. 3 , 4 ) застосовують на заводах великої потужності при випуску однотипних виробів обмеженої номенклатури. При цьому способі технологічна лінія працює за принципом пульсуючого конвеєра, тобто форми з виробами переміщаються від поста до поста через строго певний час, необхідне для виконання найтривалішої операції. Різновидом цієї технології є спосіб вібропрокату, вживаний для виготовлення плоских і ребристих плит; в цьому випадку все технологічні операції виконуються на одній рухомій сталевій стрічці. При стендовому способі ( мал. 5 ) виробу в процесі їх виготовлення і до твердіння бетону залишаються на місці (у стаціонарній формі), тоді як технологічне устаткування для виконання окремих операцій переміщається від однієї форми до іншої. Цей спосіб застосовують при виготовленні виробів великого розміру (ферм, балок і т. п.). Для формування виробів складної конфігурації (сходових маршів, ребристих плит і т. п.) використовують матриці — залізобетонні або сталеві форми, відтворюючі відбиток ребристої поверхні виробу. При касетному способі, що є різновидом стендового, вироби виготовляють у вертикальних формах — касетах, що є рядом відсіків, утворених сталевими стінками. На касетній установці відбуваються формування виробів і їх тверднення. Касетна установка має пристрою для обігріву виробів пором або електричним струмом, що значно прискорює тверднення бетону. Касетний спосіб зазвичай застосовують для масового виробництва тонкостінних виробів.
Готові вироби повинні відповідати вимогам стандартів, що діють, або технічних умов. Поверхні виробів зазвичай виконують з такою мірою заводської готовності, щоб на місці будівництва не вимагалося їх додаткової обробки.
При монтажі збірні елементи будівель і споруд з'єднуються один з одним омонолічиванієм або зваркою заставних деталей, розрахованих на сприйняття певних силових дій. Велика увага приділяється зниженню металоємності зварних з'єднань і їх уніфікації. Найбільшого поширення збірні конструкції і вироби набули в житлово-цивільному будівництві, де крупноелементноє житлове будівництво (великопанельне, великоблочне, об'ємне) розглядається як найбільш перспективне ( мал. 6 ). Із збірного залізобетону організовано також масове виробництво виробів для інженерних споруд (т.з. спеціального залізобетону): пролітні будови мостів, опори, палі, водопропускні труби, лотки, блоки і тюбінги для оброблення тунелів, плити покриттів доріг і аеродромів, шпали, опори контактної мережі і ліній електропередачі, елементи обгороджувань, напірні і безнапірні труби і ін. Значна частина цих виробів виконується із заздалегідь напруженого залізобетону стендовим або потоково-агрегатним способом. Для формування і ущільнення бетону застосовуються вельми ефективні методи: вібропресування (напірні труби), центрифугування (труби, опори), віброштампування (палі, лотки).
Для розвитку збірного залізобетону характерна тенденція до подальшого укрупненню виробів і підвищенню міри їх заводської готовності. Так, наприклад, для покриттів будівель використовуються багатошарові панелі, що поступають на будівництво з утеплювачем і шаром гідроізоляції; блоки розміром 3 Х 18 м-коду і 3х24 м-код, функції конструкцій, що несуть і захищають, що поєднують в собі. Розроблені і успішно застосовуються поєднані покрівельні плити з легені і комірчастого бетонів. У багатоповерхових будівлях використовуються заздалегідь напружені залізобетонні колони на висоту декількох поверхів. Для стенів житлових будівель виготовляються панелі розмірами на одну-дві кімнати зі всілякою зовнішньою обробкою, забезпечені віконними або дверними (балконними) блоками. Значні перспективи для подальшої індустріалізації житлового будівництва має спосіб зведення будівель з об'ємних блоків (див. Блок об'ємний ) . Такі блоки на одну-дві кімнати або на квартиру виготовляються на заводі з повною внутрішньою обробкою і устаткуванням; збірка будинків з цих елементів займає всього декілька днів.
збірно-монолітні залізобетонні конструкції є таким поєднанням збірних елементів (залізобетонних колон, ригелів, плит і т. д.) з монолітним бетоном, при якому забезпечується надійна спільно робота всіх складових частин. Ці конструкції застосовуються головним чином в перекриттях багатоповерхових будівель, в мостах і шляхопроводах, при зведенні деяких видів оболонок і так далі Вони менш індустріальни (відносно зведення і монтажу), чим збірні; їх вживання особливе доцільно при великих динамічних (в т.ч. сейсмічних) навантаженнях, а також при необхідності розчленовування великорозмірних конструкцій на складові елементи із-за умов транспортування і монтажу. Основна гідність збірно-монолітних конструкцій — менша (в порівнянні із збірними конструкціями) витрата стали і висока просторова жорсткість.
Найбільша частина Ж. до. і і. виконується з важкого бетону з об'ємною масою 2400 кг/м 3 (див. Бетон ). Проте доля виробів з конструктівно-теплоїзоляционного і конструктивної легені бетонів на пористих заповнювачах, а також з комірчастого бетону всіх видів безперервно зростає. Такі вироби використовуються переважно для конструкцій (стіни, покриття) житлових і виробничих будівель, що захищають. Вельми перспективні конструкції, що несуть, з високо-міцного важкого бетону марок 600—800 і легкого бетону марок 300—500. Істотний економічний ефект досягається в результаті вживання конструкцій з жаростійкого бетону (замість штучних вогнетривів) для теплових агрегатів металургійною, нафтопереробною і ін. галузей промисловості; для ряду виробів (наприклад, напірних труб) перспективне вживання напружуючого бетону.
Залізобетонні конструкції і вироби виконуються в основному з гнучкою арматурою у вигляді окремих стрижнів, зварних сіток і плоских каркасів (див. Арматура залізобетонних конструкцій ). Для виготовлення ненапружуваної арматури доцільне використання контактної зварки, що забезпечує високу міру індустріалізації арматурних робіт. Конструкції з арматурою, що несе (жорсткою), застосовують порівняно рідко і головним чином в монолітному залізобетоні при бетонуванні в підвісній опалубці. У елементах, що згинаються, подовжня робоча арматура встановлюється відповідно до епюри максимальних моментів, що вигинають; у колонах подовжня арматура сприймає переважно стискуючі зусилля і розташовується по периметру перетину. Окрім подовжньої арматури, в Же. до. і і. встановлюється розподільна, монтажна і поперечна арматура (хомути, відгини), а в деяких випадках передбачається т.з. непряме армування у вигляді зварних сіток і спіралей. Всі ці види арматури з'єднуються між собою і забезпечують створення арматурного каркаса, просторово незмінного в процесі бетонування. Для напружуваної арматури заздалегідь напружених Же. до. і і. використовують високоміцні стрижньову арматуру і дріт, а також пасма і канати з неї. При виготовленні збірних конструкцій застосовується в основному метод натягнення арматури на упори стендів або форм; для монолітних і збірно-монолітних конструкцій — метод натягнення арматури на бетон самої конструкції. Способи розрахунку і конструювання Ж. до. і і. у СРСР детально розроблені і опубліковані як нормативні документи. Для проектувальників створені багаточисельні посібники у вигляді інструкцій, вказівок і допоміжних таблиць.
Літ.: Сахновський До. Ст, Залізобетонні конструкції, 8 видавництво, М., 1959; Якубовський Би. Ст, Залізобетонні і бетонні конструкції, М., 1970; Довідник проектувальника, [т. 5] — Збірні залізобетонні конструкції, М., 1959; Будівельні норми і правила, ч. 2, розділ Ст гл.(глав) 1. Бетонні і залізобетонні конструкції. Норми проектування М., 1970; Міхайлов Ст Ст, Заздалегідь напружені залізобетонні конструкції, М., 1963; Гершберг О. А., Технологія бетонних і залізобетонних виробів, 3 видавництва, М., 1971; Інструкція по проектуванню залізобетонних конструкцій, М., 1968; Ferguson P. М., Reinforced concrete fundamentals, 2 ed., N. Y., 1965.
До. Ст Міхайлов.
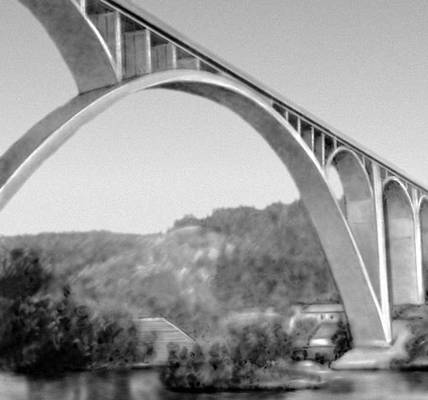
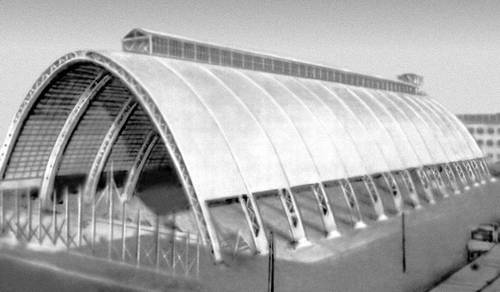
Широкі формотворні і технічні можливості залізобетонних конструкцій зробили величезний вплив на світову архітектуру 20 ст На основі залізобетонних конструкцій склалися нові масштаби, архітектоніка і просторова організація будівель і споруд. Прямолінійні каркасні конструкції додають будівлям строгий геометрізм форм і мірний ритм розчленовувань, чіткість структури. Горизонтальні плити перекриттів покояться на тонких опорах легка стіна, будучи позбавлена функції, що несе, незрідка перетворюється на скляний екран-завісу. Рівномірний розподіл статичних зусиль створює тектонічну рівнозначність елементів споруди. Великою пластичною і просторовою виразністю володіють криволінійні конструкції (особливо тонкостінні оболонки різних, інколи химерних контурів), з їх складною тектонікою форм (що деколи наближаються до скульптурних) і ритмом елементів, що безперервно змінявся. Криволінійні конструкції дозволяють перекривати без проміжних опор величезні зальні приміщення і створювати незвичайні формою об'ємно-просторові композиції. Деякі сучасні залізобетонні конструкції (наприклад, гратчасті) володіють орнаментально-декоративними якостями, що формують подобу фасадів і покриттів. Пластично осмислені сучасні залізобетонні конструкції додають естетичну виразність не лише житловим і цивільним будівлям, але і інженерним і промисловим спорудам (мостам, естакадам, греблям, градірням і ін.).
Нові, прогресивні способи використання Ж. до. і і. у масовому житловому і цивільному будівництві (наприклад, будівництво з об'ємних блоків або на основі каталога уніфікованих індустріальних виробів для будівництва) створюють можливість багатого варіювання планування будівель і їх об'ємно-просторової структури.
Літ.: Раафат Алі Ахмед, Залізобетон в архітектурі, пер.(переведення) з англ.(англійський), М., 1963; Казарінова Ст, Взаємозв'язок архітектури і будівельної техніки, М., 1964; Маркузон Ст, Про закономірності розвитку і семантику архітектурної мови, «Архітектура СРСР», 1970 № 1; Neryi P. L., Costruire correttamente. Caratteristiche e possibilità delle strutture cementizie armate, Mil., 1955 (сокр. русявий.(російський) пер.(переведення) — Нерві П. Л., Будувати правильно, М. 1956); Collins P., Concrete. The vision of а new architecture, L., 1959.