Дефектоскопія (від латів.(латинський) defectus — недолік і ...ськопія ), комплекс методів і засобів неруйнівного контролю матеріалів і виробів з метою виявлення дефектів. Д. включає: розробку методів і апаратуру (дефектоскопи і ін.); складання методик контролю; обробку свідчень дефектоскопів.
Унаслідок недосконалості технології виготовлення або в результаті експлуатації в тяжких умовах у виробах з'являються різні дефекти — порушення сплошності або однорідності матеріалу, відхилення від заданого хімічного складу або структури, а також від заданих розмірів. Дефекти змінюють фізичні властивості матеріалу (щільність, електропровідність, магнітні, пружні властивості і ін.). У основі існуючих методів Д. лежить дослідження фізичних властивостей матеріалів при дії на них рентгенівських, інфрачервоних ультрафіолетових і гамма-променів, радіохвиль, ультразвукових коливань, магнітного і електростатичного полів і ін.
Найбільш простим методом Д. є візуальний — неозброєним оком або за допомогою оптичних приладів (наприклад, лупи). Для огляду внутрішніх поверхонь, глибоких порожнин і важкодоступних місць застосовують спеціальні трубки з призмами і мініатюрними освітлювачами (діоптрійні трубки) і телевізійні трубки. Використовують також лазери для контролю, наприклад якості поверхні тонкого дроту і ін. Візуальна Д. дозволяє виявляти лише поверхневі дефекти (тріщини, плени і ін.) в металевих виробах і внутрішні дефекти у виробах із скла або прозорих для видимого світла пластмас. Мінімальний розмір дефектів, що виявляються неозброєним оком, складає 0,1—0,2 мм , а при використанні оптичних систем — десятки мкм .
Рентгенодефектоскопія заснована на поглинанні рентгенівських променів, яке залежить від щільності середовища і атомного номера елементів, створюючих матеріал середовища. Наявність таких дефектів, як тріщини, раковини або включення чужорідного матеріалу, приводить до того, що промені ( мал. 1 ), що проходять через матеріал, ослабляються в різній мірі. Реєструючи розподіл інтенсивності проходящих променів, можна визначити наявність і розташування різних неоднородностей матеріалу.
Інтенсивність променів реєструють декількома методами. Фотографічними методами отримують знімок деталі на плівці. Візуальний метод заснований на спостереженні зображення деталі на флуоресціюючому екрані. Ефективніший цей метод при використанні електронно-оптичних перетворювачів . При методі ксерографії отримують зображення на металевих пластинках, покритих шаром речовини, поверхні якої повідомлений електростатичний заряд. На пластинах, які можуть бути використані багато разів, отримують контрастні знімки. Іонізаційний метод заснований на вимірі інтенсивності електромагнітного випромінювання по його іонізуючій дії, наприклад на газ.(газета) В цьому випадку індикатор можна встановлювати на достатній відстані від виробу, що дозволяє контролювати вироби, нагріті до високої температури.
Чутливість методів рентгенодефектоскопії визначається відношенням протяжності дефекту у напрямі просвічування до товщини деталі в цьому перетині і для різних матеріалів складає 1—10%. Вживання рентгенодефектоскопії ефективне для деталей порівняно невеликої товщини, т.к. проникающая здатність рентгенівських променів із збільшенням їх енергії зростає трохи. Рентгенодефектоскопію застосовують для визначення раковин, грубих тріщин, ліквационних включень в литих і зварних сталевих виробах завтовшки до 80 мм і у виробах з легких сплавів завтовшки до 250 мм . Для цього використовують промислові рентгенівські установки з енергією випромінювання від 5—10 до 200—400 кев (1 ев = 1,60210 · 10 -19 дж ). Вироби великої товщини (до 500 мм ) просвічують наджорстким електромагнітним випромінюванням з енергією в десятки Мев , що отримується в бетатроні .
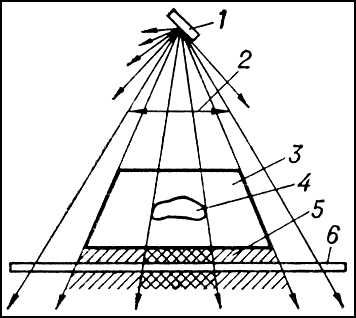
гамма-дефектоскопія має ті ж фізичні основи, що і рентгенодефектоскопія, але використовується випромінювання гамма-променів, що випускаються штучними радіоактивними ізотопами різних металів (кобальту, іридію, європія і ін.). Використовують енергію випромінювання від декількох десятків кев до 1—2 Мев для просвічування деталей великої товщини ( мал. 2 ). Цей метод має істотні переваги перед рентгенодефектоскопією: апаратура для гамма-дефектоскопії порівняно проста, джерело випромінювання компактне, що дозволяє обстежувати важкодоступні ділянки виробів. Крім того, цим методом можна користуватися, коли вживання рентгенодефектоскопії утруднене (наприклад, в польових умовах). При роботі з джерелами рентгенівського і гамма-випромінювань має бути забезпечена біологічний захист.
Радіодефектоскопія заснована на проникаючих властивостях радіохвиль сантиметрового і міліметрового діапазонів (мікрорадіохвиль), дозволяє виявляти дефекти головним чином на поверхні виробів зазвичай з неметалічних матеріалів. Радіодефектоскопія металевих виробів із-за малої проникаючої здатності мікрорадіохвиль обмежена (див. Ськин-ефект ). Цим методом визначають дефекти в сталевих листах, прутках, дроті в процесі їх виготовлення, а також вимірюють їх товщину або діаметр, товщину діелектричних покриттів і т.д. Від генератора, що працює в безперервному або імпульсному режимі, мікрорадіохвилі через рупорні антени проникають у виріб і, пройдя підсилювач прийнятих сигналів, реєструються приймальним пристроєм.
Інфрачервона Д. використовує інфрачервоні (теплові) промені (див. Інфрачервоне випромінювання ) для виявлення непрозорих для видимого світла включень. Так зване інфрачервоне зображення дефекту отримують в проходящем, відбитому або власному випромінюванні досліджуваного виробу. Цим методом контролюють вироби, що нагріваються в процесі роботи. Дефектні ділянки у виробі змінюють тепловий потік. Потік інфрачервоного випромінювання пропускають через виріб і реєструють його розподіл теплочутливим приймачем. Неоднорідність будови матеріалів можна досліджувати також методом ультрафіолетової Д.
Магнітна Д. заснована на дослідженні спотворень магнітного поля, дефектів, що виникають в місцях, у виробах з феромагнітних матеріалів. Індикатором може служити магнітний порошок (закис-окисел заліза) або його суспензія в маслі з дисперсністю часток 5—10 мкм . При намагніченні виробу порошок осідає в місцях розташування дефектів (метод магнітного порошку). Поле розсіяння можна фіксувати на магнітній стрічці, яку накладають на досліджувану ділянку намагніченого виробу (магнітографічний метод). Використовують також малогабаритні датчики (ферозонди), які при русі по виробу в місці дефекту вказують на зміни імпульсу струму, що реєструються на екрані осцилоскопа (ферозондовий метод).
Чутливість методу магнітної Д. залежить від магнітних характеристик матеріалів, вживаних індикаторів, режимів намагнічення виробів і ін. Методом магнітного порошку можна виявляти тріщини і ін. дефекти на глибині до 2 мм ( мал. 3 ), магнітографічним методом контролюють головним чином зварні шви трубопроводів завтовшки до 10—12 мм і виявляють тонкі тріщини і непроварення. Ферозондовий метод найбільш доцільний для виявлення дефектів на глибині до 10 мм і в окремих випадках до 20 мм у виробах правильної форми. Цей метод дозволяє повністю автоматизувати контроль і розбраковувана. Намагнічення виробів виробляється магнітними дефектоскопами ( мал. 4 ), що створюють магнітні поля достатньої напруженості. Після проведення контролю виробу ретельно розмагнічують.
Методи магнітної Д. застосовують для дослідження структури матеріалів (магнітна структурометрія) і виміру товщини (магнітна толщинометрія). Магнітна структурометрія заснована на визначенні основних магнітних характеристик матеріалу (коерцитівной сили, індукції залишковій намагніченості, магнітній проникності). Ці характеристики, як правило, залежать від структурного стану сплаву, що піддається різній термічній обробці. Магнітні структурометрію застосовують для визначення структурних складових сплаву, що знаходяться в нім в невеликій кількості і по своїх магнітних характеристиках тих, що значно відрізняються від основи сплаву, для виміру глибини цементації, поверхневого гарту і т.п. Магнітна толщинометрія заснована на вимірі сили тяжіння постійного магніта або електромагніту до поверхні виробу з феромагнітного матеріалу, на яку нанесений шар немагнітного покриття, і дозволяє визначати товщину покриття.
Електроіндуктивна (токовіхревая) Д. заснована на збудженні вихрових струмів змінним магнітним полем датчика дефектоскопа. Вихрові струми створюють своє поле, протилежне по знаку збуджуючому. В результаті взаємодії цих полів змінюється повний опір котушки датчика, що і відзначає індикатор. Свідчення індикатора залежать від електропровідності і магнітної проникності металу, розмірів виробу, а також змін електропровідності із-за структурних неоднородностей або порушень сплошності металу.
Датчики токовіхревих дефектоскопів виконують у вигляді котушок індуктивності, усередині яких поміщають виріб (прохідні датчики), або які накладають на виріб (накладні датчики). Вживання токовіхревой Д. дозволяє автоматизувати контроль якості дроту, прутков, труб, профілів, рухомих в процесі їх виготовлення із значними швидкостями, вести безперервний вимір розмірів. Токовіхревимі дефектоскопами можна контролювати якість термічної обробки, оцінювати забрудненість високоелектропровідних металів (міді, алюмінію), визначати глибину шарів химіко-термічної обробки з точністю до 3% розсортовувати деякі матеріали по марках, вимірювати електропровідність неферомагнітних матеріалів з точністю до 1%, виявляти поверхневі тріщини завглибшки в декілька мкм при протяжності їх в декілька десятих доль мм .
Термоелектрична Д. заснована на вимірі електрорушійної сили (термоедс), що виникає в замкнутому ланцюзі при нагріві місця контакту двох різнорідних матеріалів. Якщо один з цих матеріалів прийняти за еталон, то при заданій різниці температур гарячого і холодного контактів величина і знак термоедс визначатимуться хімічним складом другого матеріалу. Цей метод зазвичай застосовують в тих випадках, коли потрібно визначити марку матеріалу, з якого складається напівфабрикат або елемент конструкції (у тому числі і в готовій конструкції).
Трібоелектрічеськая Д. заснована на вимірі електрорушійної сили, що виникає при терті різнорідних матеріалів (див. Трибометрія ). Вимірюючи різницю потенціалів між еталонними і випробовуваними матеріалами, можна розрізнити марки деяких сплавів.
Електростатична Д. заснована на використанні електростатичного поля, в яке поміщають виріб. Для виявлення поверхневих тріщин у виробах з неелектропровідних матеріалів (фарфору, скла, пластмас), а також з металів, покритих тими ж матеріалами, виріб обпилюють тонким порошком мела з пульверизатора з ебонітовим наконечником (порошковий метод). При цьому частки крейди отримують позитивний заряд. В результаті неоднорідності електростатичного поля частки крейди скупчуються в країв тріщин. Цей метод застосовують також для контролю виробів з ізоляційних матеріалів. Перед запиленням їх необхідно змочити іоногенною рідиною.
Ультразвукова Д. заснована на використанні пружних коливань (див. Пружні хвилі ), головним чином ультразвукового діапазону частот. Порушення сплошності або однорідності середовища впливають на поширення пружних хвиль у виробі або на режим коливань виробу. Основні методи: ехометод, тіньовий резонансний, велосимметрічеський (власне ультразвукові методи), імпедансний і метод вільних коливань (акустичні методи).
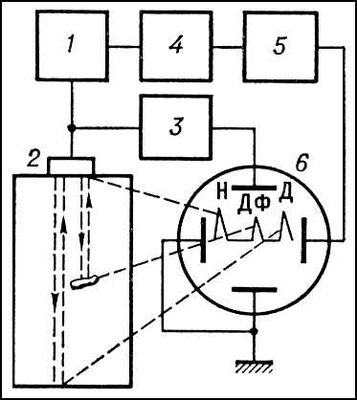
Найбільш універсальний ехометод заснований на посилці у виріб коротких імпульсів ультразвукових коливань ( мал. 5 ) і реєстрації інтенсивності і часу приходу ехосигналов, відбитих від дефектів. Для контролю виробу датчик еходефектоськопа сканує його поверхня. Метод дозволяє виявляти поверхневі і глибинні дефекти з різним орієнтуванням. Створені промислові установки ( мал. 6 ) для контролю різних виробів. Ехосигнали можна спостерігати на екрані осцилоскопа або реєструвати самозапісивающим приладом. У останньому випадку підвищуються надійність, об'єктивність оцінки, продуктивність і відтворюваність контролю. Чутливість ехометода вельми висока: у оптимальних умовах контролю на частоті 2—4 Мгц можна виявляти дефекти, що відображає поверхню яких має площу близько 1 мм 2 .
При тіньовому методі ультразвукові коливання, зустрівши на своїй дорозі дефект, відбиваються у зворотному напрямі. Про наявність дефекту судять по зменшенню енергії ультразвукових коливань або по зміні фази ультразвукових коливань, що огинають дефект. Метод широко застосовують для контролю зварних швів, рейок і ін.
Резонансний метод заснований на визначенні власних резонансних частот пружних коливань (частотою 1—10 Мгц ) при збудженні їх у виробі. Цим методом вимірюють товщину стінок металевих і деяких неметалічних виробів. При нагоді виміру з одного боку точність виміру близько 1%. Крім того, цим методом можна виявляти зони корозійного ураження. Резонансними дефектоскопами здійснюють контроль ручним способом і автоматизованим із записом показань приладу.
Велосиметрічеський метод еходефектоськопії заснований на вимірі зміни швидкості поширення пружних хвиль в зоні розташування дефектів в багатошарових конструкціях, використовується для виявлення зон порушення зчеплення між шарами металу.
Імпедансний метод заснований на вимірі механічного опору (імпедансу) виробу датчиком, скануючим поверхню і збуджуючим у виробі пружні коливання звукової частоти. Цим методом можна виявляти дефекти в клейових, паяних і ін. з'єднаннях, між тонкою обшивкою і елементами жорсткості або заповнювачами в багатошарових конструкціях. Дефекти, що виявляються, площею від 15 мм 2 і більш наголошуються сигналізатором і можуть записуватися автоматично.
Метод вільних коливань (див. Власні коливання ) заснований на аналізі спектру вільних коливань контрольованого виробу, збудженого ударом; застосовується для виявлення зон порушення з'єднань між елементами в багатошарових клеєних конструкціях значної товщини з металевих і неметалічних матеріалів.
Ультразвукова Д., що використовує декілька змінних параметрів (частотний діапазон, типи хвиль, режими випромінювання, способи здійснення контакту і ін.), є одним з найбільш універсальних методів неруйнівного контролю.
Капілярна Д. заснована на штучному підвищенні свето- і цветоконтрастності дефектної ділянки відносно неушкодженого. Методи капілярної Д. дозволяють виявляти неозброєним оком тонкі поверхневі тріщини і ін. несплошності матеріалу, що утворюються при виготовленні і експлуатації деталей машин. Порожнини поверхневих тріщин заповнюють спеціальними індикаторними речовинами (пенетрантамі), проникаючими в них під дією сил капілярності. Для так званого люмінесцентного методу пенетранти складають на основі люмінофорів (гас, норіол і ін.). На очищену від надлишку пенетранта поверхню наносять тонкий порошок білого проявника (окисел магнію, тальк і т.п.), що володіє сорбційними властивостями, за рахунок чого частки пенетранта витягуються з порожнини тріщини на поверхню, змальовують контури тріщини і яскраво світяться в ультрафіолетових променях. При так званому кольоровому методі контролю пенетранти складають на основі гасу з додаванням бензолу, скипидару і спеціальних фарбників (наприклад, червоної фарби). Для контролю виробів з темною поверхнею застосовують магнітний порошок, забарвлений люмінофорами (магнітнолюмінесцентний метод), що полегшує спостереження тонких тріщин.
Чутливість капілярної Д. дозволяє виявляти поверхневі тріщини розкриттям менше 0,02 мм . Проте широке вживання цих методів обмежене із-за високої токсичності пенетрантов і проявників.
Д. — рівноправна і невід'ємна ланка технологічних процесів, що дозволяє підвищити надійність продукції, що випускається. Проте методи Д. не є абсолютними, т.к. на результати контролю впливає безліч випадкових чинників. Про відсутність дефектів у виробі можна говорити лише з тією або іншою мірою вірогідність. Надійності контролю сприяє його автоматизація, вдосконалення методик, а також раціональне поєднання декількох методів. Придатність виробів визначається на підставі норм бракування, що розробляються при їх конструюванні і складанні технології виготовлення. Норми бракування різні для різних типів виробів, для однотипних виробів, що працюють в різних умовах, і навіть для різних зон одного виробу, якщо вони піддаються різному механічному термічній або хімічній дії.
Вживання Д. в процесі виробництва і експлуатації виробів дає великий економічний ефект за рахунок скорочення часу, що витрачається на обробку заготовок з внутрішніми дефектами, економії металу і ін. Крім того, Д. грає значну роль в запобіганні руйнуванням конструкцій, сприяючи збільшенню їх надійності і довговічності.
Літ .: Трапезників А. До., Рентгенодефектоскопія, М., 1948; Жігадло А. Ст, Контроль деталей методом магнітного порошку, М., 1951; Таточенко Л. До., Медведев С. Ст, Промислова гамма-дефектоскопія, М., 1955; Дефектоскопія металів. Сб. ст., під ред. Д. С. Шрайбера, М., 1959; Сучасні методи контролю матеріалів без руйнування, під ред. С. Т. Назарова, М., 1961; Кифер І. І., Випробування феромагнітних матеріалів, 2 видавництва, М. — Л., 1962; Гурвіч А. До., Ультразвукова дефектоскопія зварних з'єднань, До., 1963; Шрайбер Д. С., Ультразвукова дефектоскопія, М., 1965; Неруйнівні випробування. Довідник, під ред. Р. Мак-майстра, пер.(переведення) з англ.(англійський), кн. 1—2, М. — Л., 1965; Дорофєєв А. Л., Електроіндуктивна (індукційна) дефектоскопія, М., 1967.