Дефектоскопия (от лат.(латинский) defectus — недостаток и ...скопия), комплекс методов и средств неразрушающего контроля материалов и изделий с целью обнаружения дефектов. Д. включает: разработку методов и аппаратуру (дефектоскопы и др.); составление методик контроля; обработку показаний дефектоскопов.
Вследствие несовершенства технологии изготовления или в результате эксплуатации в тяжёлых условиях в изделиях появляются различные дефекты — нарушения сплошности или однородности материала, отклонения от заданного химического состава или структуры, а также от заданных размеров. Дефекты изменяют физические свойства материала (плотность, электропроводность, магнитные, упругие свойства и др.). В основе существующих методов Д. лежит исследование физических свойств материалов при воздействии на них рентгеновских, инфракрасных, ультрафиолетовых и гамма-лучей, радиоволн, ультразвуковых колебаний, магнитного и электростатического полей и др.
Наиболее простым методом Д. является визуальный — невооружённым глазом или с помощью оптических приборов (например, лупы). Для осмотра внутренних поверхностей, глубоких полостей и труднодоступных мест применяют специальные трубки с призмами и миниатюрными осветителями (диоптрийные трубки) и телевизионные трубки. Используют также лазеры для контроля, например качества поверхности тонкой проволоки и др. Визуальная Д. позволяет обнаруживать только поверхностные дефекты (трещины, плёны и др.) в металлических изделиях и внутренние дефекты в изделиях из стекла или прозрачных для видимого света пластмасс. Минимальный размер дефектов, обнаруживаемых невооружённым глазом, составляет 0,1—0,2 мм, а при использовании оптических систем — десятки мкм.
Рентгенодефектоскопия основана на поглощении рентгеновских лучей, которое зависит от плотности среды и атомного номера элементов, образующих материал среды. Наличие таких дефектов, как трещины, раковины или включения инородного материала, приводит к тому, что проходящие через материал лучи (рис. 1) ослабляются в различной степени. Регистрируя распределение интенсивности проходящих лучей, можно определить наличие и расположение различных неоднородностей материала.
Интенсивность лучей регистрируют несколькими методами. Фотографическими методами получают снимок детали на плёнке. Визуальный метод основан на наблюдении изображения детали на флуоресцирующем экране. Более эффективен этот метод при использовании электронно-оптических преобразователей. При ксерографическом методе получают изображения на металлических пластинках, покрытых слоем вещества, поверхности которого сообщён электростатический заряд. На пластинах, которые могут быть использованы многократно, получают контрастные снимки. Ионизационный метод основан на измерении интенсивности электромагнитного излучения по его ионизирующему действию, например на газ.(газета) В этом случае индикатор можно устанавливать на достаточном расстоянии от изделия, что позволяет контролировать изделия, нагретые до высокой температуры.
Чувствительность методов рентгенодефектоскопии определяется отношением протяжённости дефекта в направлении просвечивания к толщине детали в этом сечении и для различных материалов составляет 1—10%. Применение рентгенодефектоскопии эффективно для деталей сравнительно небольшой толщины, т.к. проникающая способность рентгеновских лучей с увеличением их энергии возрастает незначительно. Рентгенодефектоскопию применяют для определения раковин, грубых трещин, ликвационных включений в литых и сварных стальных изделиях толщиной до 80 мм и в изделиях из лёгких сплавов толщиной до 250 мм. Для этого используют промышленные рентгеновские установки с энергией излучения от 5—10 до 200—400 кэв (1 эв = 1,60210 · 10-19дж). Изделия большой толщины (до 500 мм) просвечивают сверхжёстким электромагнитным излучением с энергией в десятки Мэв, получаемым в бетатроне.
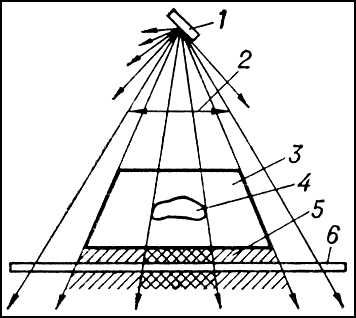
Гамма-дефектоскопия имеет те же физические основы, что и рентгенодефектоскопия, но используется излучение гамма-лучей, испускаемых искусственными радиоактивными изотопами различных металлов (кобальта, иридия, европия и др.). Используют энергию излучения от нескольких десятков кэв до 1—2 Мэв для просвечивания деталей большой толщины (рис. 2). Этот метод имеет существенные преимущества перед рентгенодефектоскопией: аппаратура для гамма-дефектоскопии сравнительно проста, источник излучения компактный, что позволяет обследовать труднодоступные участки изделий. Кроме того, этим методом можно пользоваться, когда применение рентгенодефектоскопии затруднено (например, в полевых условиях). При работе с источниками рентгеновского и гамма-излучений должна быть обеспечена биологическая защита.
Радиодефектоскопия основана на проникающих свойствах радиоволн сантиметрового и миллиметрового диапазонов (микрорадиоволн), позволяет обнаруживать дефекты главным образом на поверхности изделий обычно из неметаллических материалов. Радиодефектоскопия металлических изделий из-за малой проникающей способности микрорадиоволн ограничена (см. Скин-эффект). Этим методом определяют дефекты в стальных листах, прутках, проволоке в процессе их изготовления, а также измеряют их толщину или диаметр, толщину диэлектрических покрытий и т.д. От генератора, работающего в непрерывном или импульсном режиме, микрорадиоволны через рупорные антенны проникают в изделие и, пройдя усилитель принятых сигналов, регистрируются приёмным устройством.
Инфракрасная Д. использует инфракрасные (тепловые) лучи (см. Инфракрасное излучение) для обнаружения непрозрачных для видимого света включений. Так называемое инфракрасное изображение дефекта получают в проходящем, отражённом или собственном излучении исследуемого изделия. Этим методом контролируют изделия, нагревающиеся в процессе работы. Дефектные участки в изделии изменяют тепловой поток. Поток инфракрасного излучения пропускают через изделие и регистрируют его распределение теплочувствительным приёмником. Неоднородность строения материалов можно исследовать также методом ультрафиолетовой Д.
Магнитная Д. основана на исследовании искажений магнитного поля, возникающих в местах дефектов в изделиях из ферромагнитных материалов. Индикатором может служить магнитный порошок (закись-окись железа) или его суспензия в масле с дисперсностью частиц 5—10 мкм. При намагничивании изделия порошок оседает в местах расположения дефектов (метод магнитного порошка). Поле рассеяния можно фиксировать на магнитной ленте, которую накладывают на исследуемый участок намагниченного изделия (магнитографический метод). Используют также малогабаритные датчики (феррозонды), которые при движении по изделию в месте дефекта указывают на изменения импульса тока, регистрирующиеся на экране осциллоскопа (феррозондовый метод).
Чувствительность метода магнитной Д. зависит от магнитных характеристик материалов, применяемых индикаторов, режимов намагничивания изделий и др. Методом магнитного порошка можно обнаруживать трещины и др. дефекты на глубине до 2 мм (рис. 3), магнитографическим методом контролируют главным образом сварные швы трубопроводов толщиной до 10—12 мм и обнаруживают тонкие трещины и непровар. Феррозондовый метод наиболее целесообразен для обнаружения дефектов на глубине до 10 мм и в отдельных случаях до 20 мм в изделиях правильной формы. Этот метод позволяет полностью автоматизировать контроль и разбраковку. Намагничивание изделий производится магнитными дефектоскопами (рис. 4), создающими магнитные поля достаточной напряжённости. После проведения контроля изделия тщательно размагничивают.
Методы магнитной Д. применяют для исследования структуры материалов (магнитная структурометрия) и измерения толщины (магнитная толщинометрия). Магнитная структурометрия основана на определении основных магнитных характеристик материала (коэрцитивной силы, индукции, остаточной намагниченности, магнитной проницаемости). Эти характеристики, как правило, зависят от структурного состояния сплава, подвергаемого различной термической обработке. Магнитную структурометрию применяют для определения структурных составляющих сплава, находящихся в нём в небольшом количестве и по своим магнитным характеристикам значительно отличающихся от основы сплава, для измерения глубины цементации, поверхностной закалки и т.п. Магнитная толщинометрия основана на измерении силы притяжения постоянного магнита или электромагнита к поверхности изделия из ферромагнитного материала, на которую нанесён слой немагнитного покрытия, и позволяет определять толщину покрытия.
Электроиндуктивная (токовихревая) Д. основана на возбуждении вихревых токов переменным магнитным полем датчика дефектоскопа. Вихревые токи создают своё поле, противоположное по знаку возбуждающему. В результате взаимодействия этих полей изменяется полное сопротивление катушки датчика, что и отмечает индикатор. Показания индикатора зависят от электропроводности и магнитной проницаемости металла, размеров изделия, а также изменений электропроводности из-за структурных неоднородностей или нарушений сплошности металла.
Датчики токовихревых дефектоскопов выполняют в виде катушек индуктивности, внутри которых помещают изделие (проходные датчики), или которые накладывают на изделие (накладные датчики). Применение токовихревой Д. позволяет автоматизировать контроль качества проволоки, прутков, труб, профилей, движущихся в процессе их изготовления со значительными скоростями, вести непрерывное измерение размеров. Токовихревыми дефектоскопами можно контролировать качество термической обработки, оценивать загрязнённость высокоэлектропроводных металлов (меди, алюминия), определять глубину слоёв химико-термической обработки с точностью до 3%, рассортировывать некоторые материалы по маркам, измерять электропроводность неферромагнитных материалов с точностью до 1%, обнаруживать поверхностные трещины глубиной в несколько мкм при протяжённости их в несколько десятых долей мм.
Термоэлектрическая Д. основана на измерении электродвижущей силы (термоэдс), возникающей в замкнутой цепи при нагреве места контакта двух разнородных материалов. Если один из этих материалов принять за эталон, то при заданной разности температур горячего и холодного контактов величина и знак термоэдс будут определяться химическим составом второго материала. Этот метод обычно применяют в тех случаях, когда требуется определить марку материала, из которого состоит полуфабрикат или элемент конструкции (в том числе и в готовой конструкции).
Трибоэлектрическая Д. основана на измерении электродвижущей силы, возникающей при трении разнородных материалов (см. Трибометрия). Измеряя разность потенциалов между эталонными и испытуемыми материалами, можно различить марки некоторых сплавов.
Электростатическая Д. основана на использовании электростатического поля, в которое помещают изделие. Для обнаружения поверхностных трещин в изделиях из неэлектропроводных материалов (фарфора, стекла, пластмасс), а также из металлов, покрытых теми же материалами, изделие опыляют тонким порошком мела из пульверизатора с эбонитовым наконечником (порошковый метод). При этом частицы мела получают положительный заряд. В результате неоднородности электростатического поля частицы мела скапливаются у краёв трещин. Этот метод применяют также для контроля изделий из изоляционных материалов. Перед опылением их необходимо смочить ионогенной жидкостью.
Ультразвуковая Д. основана на использовании упругих колебаний (см. Упругие волны), главным образом ультразвукового диапазона частот. Нарушения сплошности или однородности среды влияют на распространение упругих волн в изделии или на режим колебаний изделия. Основные методы: эхометод, теневой, резонансный, велосимметрический (собственно ультразвуковые методы), импедансный и метод свободных колебаний (акустические методы).
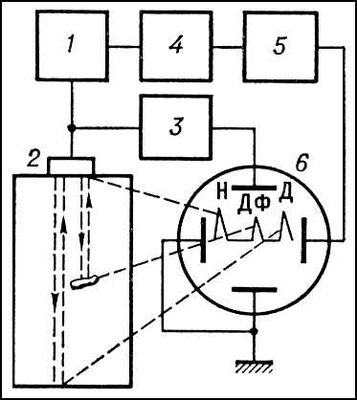
Наиболее универсальный эхометод основан на посылке в изделие коротких импульсов ультразвуковых колебаний (рис. 5) и регистрации интенсивности и времени прихода эхосигналов, отражённых от дефектов. Для контроля изделия датчик эходефектоскопа сканирует его поверхность. Метод позволяет обнаруживать поверхностные и глубинные дефекты с различной ориентировкой. Созданы промышленные установки (рис. 6) для контроля различных изделий. Эхосигналы можно наблюдать на экране осциллоскопа или регистрировать самозаписывающим прибором. В последнем случае повышаются надёжность, объективность оценки, производительность и воспроизводимость контроля. Чувствительность эхометода весьма высока: в оптимальных условиях контроля на частоте 2—4 Мгц можно обнаруживать дефекты, отражающая поверхность которых имеет площадь около 1 мм2.
При теневом методе ультразвуковые колебания, встретив на своём пути дефект, отражаются в обратном направлении. О наличии дефекта судят по уменьшению энергии ультразвуковых колебаний или по изменению фазы ультразвуковых колебаний, огибающих дефект. Метод широко применяют для контроля сварных швов, рельсов и др.
Резонансный метод основан на определении собственных резонансных частот упругих колебаний (частотой 1—10 Мгц) при возбуждении их в изделии. Этим методом измеряют толщину стенок металлических и некоторых неметаллических изделий. При возможности измерения с одной стороны точность измерения около 1%. Кроме того, этим методом можно выявлять зоны коррозионного поражения. Резонансными дефектоскопами осуществляют контроль ручным способом и автоматизированным с записью показаний прибора.
Велосиметрический метод эходефектоскопии основан на измерении изменения скорости распространения упругих волн в зоне расположения дефектов в многослойных конструкциях, используется для обнаружения зон нарушения сцепления между слоями металла.
Импедансный метод основан на измерении механического сопротивления (импеданса) изделия датчиком, сканирующим поверхность и возбуждающим в изделии упругие колебания звуковой частоты. Этим методом можно выявлять дефекты в клеевых, паяных и др. соединениях, между тонкой обшивкой и элементами жёсткости или заполнителями в многослойных конструкциях. Обнаруживаемые дефекты площадью от 15 мм2 и более отмечаются сигнализатором и могут записываться автоматически.
Метод свободных колебаний (см. Собственные колебания) основан на анализе спектра свободных колебаний контролируемого изделия, возбуждённого ударом; применяется для обнаружения зон нарушения соединений между элементами в многослойных клеёных конструкциях значительной толщины из металлических и неметаллических материалов.
Ультразвуковая Д., использующая несколько переменных параметров (частотный диапазон, типы волн, режимы излучения, способы осуществления контакта и др.), является одним из наиболее универсальных методов неразрушающего контроля.
Капиллярная Д. основана на искусственном повышении свето- и цветоконтрастности дефектного участка относительно неповреждённого. Методы капиллярной Д. позволяют обнаруживать невооружённым глазом тонкие поверхностные трещины и др. несплошности материала, образующиеся при изготовлении и эксплуатации деталей машин. Полости поверхностных трещин заполняют специальными индикаторными веществами (пенетрантами), проникающими в них под действием сил капиллярности. Для так называемого люминесцентного метода пенетранты составляют на основе люминофоров (керосин, нориол и др.). На очищенную от избытка пенетранта поверхность наносят тонкий порошок белого проявителя (окись магния, тальк и т.п.), обладающего сорбционными свойствами, за счёт чего частицы пенетранта извлекаются из полости трещины на поверхность, обрисовывают контуры трещины и ярко светятся в ультрафиолетовых лучах. При так называемом цветном методе контроля пенетранты составляют на основе керосина с добавлением бензола, скипидара и специальных красителей (например, красной краски). Для контроля изделий с тёмной поверхностью применяют магнитный порошок, окрашенный люминофорами (магнитнолюминесцентный метод), что облегчает наблюдение тонких трещин.
Чувствительность капиллярной Д. позволяет обнаруживать поверхностные трещины с раскрытием менее 0,02 мм. Однако широкое применение этих методов ограничено из-за высокой токсичности пенетрантов и проявителей.
Д. — равноправное и неотъемлемое звено технологических процессов, позволяющее повысить надёжность выпускаемой продукции. Однако методы Д. не являются абсолютными, т.к. на результаты контроля влияет множество случайных факторов. Об отсутствии дефектов в изделии можно говорить только с той или иной степенью вероятности. Надёжности контроля способствует его автоматизация, совершенствование методик, а также рациональное сочетание нескольких методов. Годность изделий определяется на основании норм браковки, разрабатываемых при их конструировании и составлении технологии изготовления. Нормы браковки различны для разных типов изделий, для однотипных изделий, работающих в различных условиях, и даже для различных зон одного изделия, если они подвергаются различному механическому, термическому или химическому воздействию.
Применение Д. в процессе производства и эксплуатации изделий даёт большой экономический эффект за счёт сокращения времени, затрачиваемого на обработку заготовок с внутренними дефектами, экономии металла и др. Кроме того, Д. играет значительную роль в предотвращении разрушений конструкций, способствуя увеличению их надёжности и долговечности.
Лит.: Трапезников А. К., Рентгенодефектоскопия, М., 1948; Жигадло А. В., Контроль деталей методом магнитного порошка, М., 1951; Таточенко Л. К., Медведев С. В., Промышленная гамма-дефектоскопия, М., 1955; Дефектоскопия металлов. Сб. ст., под ред. Д. С. Шрайбера, М., 1959; Современные методы контроля материалов без разрушения, под ред. С. Т. Назарова, М., 1961; Кифер И. И., Испытания ферромагнитных материалов, 2 изд., М. — Л., 1962; Гурвич А. К., Ультразвуковая дефектоскопия сварных соединений, К., 1963; Шрайбер Д. С., Ультразвуковая дефектоскопия, М., 1965; Неразрушающие испытания. Справочник, под ред. Р. Мак-Мастера, пер.(перевод) с англ.(английский), кн. 1—2, М. — Л., 1965; Дорофеев А. Л., Электроиндуктивная (индукционная) дефектоскопия, М., 1967.