Шріфтолітейноє виробництво (будучи. словолітноє виробництво), виготовлення друкарського шрифту для ручного набору і інших набірних матеріалів способом литва. Ручне відливання шрифту для набору і друку було вперше розроблене близько 1440 І. Гутенбергом . В 1838 Д. Брюс (США) створив першу шріфтолітейную машину з ручним приводом, а в 1862 І. Джонсон (Великобританія) запропонував універсальну шріфтолітейную машину з механічним приводом. Шрифт для набору і ін. набірні матеріали зазвичай виготовляють на шріфтолітейних заводах і частково безпосередньо на крупних поліграфічних підприємствах. Проте у зв'язку з використанням наборно-отлівних і фотонабірних машин і автоматів виробництво шрифту безперервно скорочується.
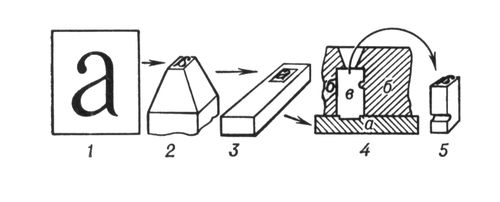
Технологія виготовлення нових шрифтів складається із слід.(наступний) основних процесів ( див. мал.(малюнок) ): розробки і затвердження малюнків шрифту, виготовлення шрифтових матриць, відливання літер і їх комплектування. Шрифтова матриця необхідна для утворення отлівной форми і є металевим (частіше мідний) бруском з поглибленим прямим зображенням букви або знаку. Для її виготовлення з виконаних художником малюнків шрифтів (з кожної букви) отримують ручним або машинним гравіруванням на сталевих брусках пуансони (з рельєфним дзеркальним зображенням букви). Під тиском в пресі пуансон утворює поглиблення в матриці. Матрицю можна виготовити також безпосереднім машинним гравіруванням, використовуючи металевий шаблон малюнка букви.
Відливання шрифту здійснюється в шріфтолітейних автоматах. Для цього матрицю поміщають в автомат, де вона утворює торцеву стінку отлівной форми. У цю форму автоматично під тиском нагнітається розплавлений друкарський сплав, після затвердіння якого виходить літера . Охолоджена літера виштовхується з форми механічно обробляється (віддаляються задирки і прилив) і поступає на приймальний столик автомата. Режим ливарного процесу і обробка шрифту в автоматі повинні забезпечити точне зростання (25,1 мм ) і ін. розміри відливання з гладкою і чистою поверхнею. Після відливання потрібного кол-ва літер однієї букви (одна матриця витримує від 20 до 80 тис. відливань) замінюють шрифтову матрицю і відливають літери ін. букви. Продуктивність автомата залежно від кегля шрифту складає від 2 до 11 тис. літер в 1 ч.
З відлитих літер складають по спец.(спеціальний) таблицям, що враховують частоту вжитку букв в текстах, комплект шрифту. У цей комплект входить певна кількість літер рядкових і прописних букв, цифр і знаків, необхідних для набору текстів на якій-небудь мові.
Пробільний матеріал вживаний для здобуття пропусків в межах рядка, відливають на тих же автоматах, використовуючи замість матриць гладкі пластинки. Лінійки і крупніший пробільний матеріал відливають на спеціальних автоматах, в яких відбувається безперервне формування (відливання) металеві смуги, автоматично потрібної довжини, що розрізає на шматки. Для відливання крупнокегельних шрифтів і пробільного матеріалу з 40-х рр. 20 ст використовуються також пластмаси (сополімер стиролу з акрилонітрилом або полікарбонат). Вживання пластмас не лише знижує собівартість набірних матеріалів, але і зменшує їх масу, збільшує зносостійкість і покращує умови праці робітників.
Літ.: Тіхоміров І. Ст, Лобанов І. Ст, Бергман Л. І., Основи словолітного виробництва, Л.— М., 1936; Попів Ст Ст, Загальний курс поліграфії, 6 видавництво, М., 1964.