Формування в ливарному виробництві, процес виготовлення ливарної форми, призначеною для здобуття фасонного відливання . Розрізняють Ф. ручну і машинну. Перша застосовується головним чином в одиничному і дрібносерійному, а друга – в серійному, великосерійному і масовому виробництвах.
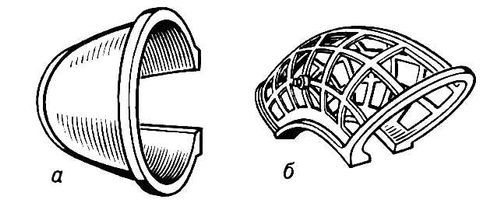
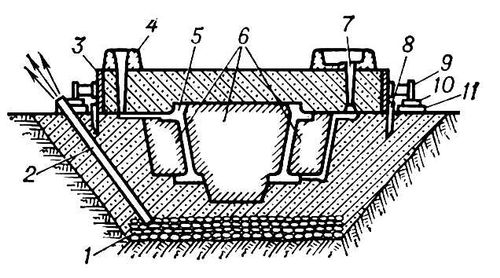
Ручна Ф. виробляється по ливарним моделям в грунті і в опоках, за шаблоном, скелетним моделям і в ливарних стрижнях . Ручна Ф. у грунті застосовується при здобутті крупних і важких одиничних відливань. Для грунтової Ф. у підлозі цехи владнують ями і бетонні кесони, що захищають форму від грунтових вод. На дно ям і кесонів укладають шар газопроникного матеріалу, званий ліжком. При виготовленні дрібних відливань застосовують м'які ліжка з розпушеної піщано-глинистої суміші, а при виробництві великих і важких – жорсткі, утворювані шлаком або ін. кусковим матеріалом. Виведення газів, що утворюються при заливці форми, з м'яких ліжок здійснюється системою каналів, що утворюються сталевою зігнутою голкою, а з жорстких – сталевими трубами. Розрізняють грунтову Ф. – відкриту і закриту. У першому випадку форма цілком розташовується в грунті, а в другому – складається з нижньої грунтової півформи, накриваною верхньою опочной півформою ( мал. 1 ). Такі комбіновані форми застосовують при підвищених вимогах до шорсткості верхньої поверхні відливань. Недоліками грунтової Ф. є її велика трудомісткість і знижена точність відливань. Ручна Ф. у опоках застосовується для здобуття невеликих партій однотипних відливань. Ф. за шаблоном доцільна при виробництві крупних одиничних відливань, що мають форму тіл обертання (чаші, кришки, шківи і т.п.), т.к. позволяєт замінити дорогу суцільну дерев'яну модель плоскими дерев'яними фігурними шаблонами, обертанням яких відносно осі – шпинделя отримують порожнину ливарної форми. Ф. по скелетній моделі є різновидом шаблонної. В цьому випадку суцільна громіздка дерев'яна модель замінюється її фасонним каркасом ( мал. 2 ), порожнина і вічка якого перед Ф. набиваються формувальною сумішшю . Ф. у стрижнях застосовується при здобутті відливань дуже складної конфігурації, коли Ф. по моделі не економічна. При цьому зовнішні і внутрішні контури відливання оформляють стрижнями, які встановлюють в збірні металеві і ін. жакети.
Машинна Ф. дозволяє частково або повністю механізувати і автоматизувати операції виготовлення форм і забезпечує підвищення якості і точності відливань. Машинна Ф. здійснюється на формувальному устаткуванні, у тому числі на автоматичних лініях. ПРО Ф. при спеціальних видах литва див.(дивися) у відповідних статтях, наприклад Литво в оболонкові форми, Литво по моделях, що виплавляються . Див. також ст. Ливарне виробництво .
Літ.: Сосненко М. Н., Святкин Би. До., Загальна технологія ливарного виробництва, М., 1975.