Формовка в литейном производстве, процесс изготовления литейной формы, предназначенной для получения фасонной отливки. Различают Ф. ручную и машинную. Первая применяется главным образом в единичном и мелкосерийном, а вторая – в серийном, крупносерийном и массовом производствах.
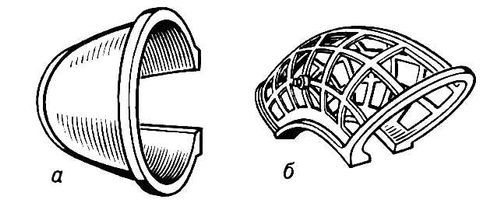
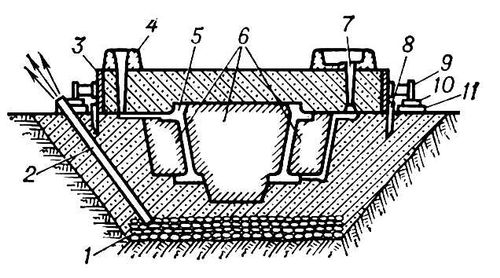
Ручная Ф. производится по литейным моделям в почве и в опоках, по шаблону, скелетным моделям и в литейных стержнях. Ручная Ф. в почве применяется при получении крупных и тяжёлых единичных отливок. Для почвенной Ф. в полу цеха устраивают ямы и бетонные кессоны, защищающие форму от грунтовых вод. На дно ям и кессонов укладывают слой газопроницаемого материала, называемый постелью. При изготовлении мелких отливок применяют мягкие постели из разрыхлённой песчано-глинистой смеси, а при производстве крупных и тяжёлых – жёсткие, образуемые шлаком или др. кусковым материалом. Вывод образующихся при заливке формы газов из мягких постелей осуществляется системой каналов, образуемых стальной изогнутой иглой, а из жёстких – стальными трубами. Различают почвенную Ф. – открытую и закрытую. В первом случае форма целиком располагается в почве, а во втором – состоит из нижней почвенной полуформы, накрываемой верхней опочной полуформой (рис. 1). Такие комбинированные формы применяют при повышенных требованиях к шероховатости верхней поверхности отливок. Недостатками почвенной Ф. являются её большая трудоёмкость и пониженная точность отливок. Ручная Ф. в опоках применяется для получения небольших партий однотипных отливок. Ф. по шаблону целесообразна при производстве крупных единичных отливок, имеющих форму тел вращения (чаши, крышки, шкивы и т.п.), т.к. позволяет заменить дорогостоящую сплошную деревянную модель плоскими деревянными фигурными шаблонами, вращением которых относительно оси – шпинделя получают полость литейной формы. Ф. по скелетной модели является разновидностью шаблонной. В этом случае сплошная громоздкая деревянная модель заменяется её фасонным каркасом (рис. 2), полость и ячейки которого перед Ф. набиваются формовочной смесью. Ф. в стержнях применяется при получении отливок очень сложной конфигурации, когда Ф. по модели не экономична. При этом внешние и внутренние очертания отливки оформляют стержнями, которые устанавливают в сборные металлические и др. жакеты.
Машинная Ф. позволяет частично или полностью механизировать и автоматизировать операции изготовления форм и обеспечивает повышение качества и точности отливок. Машинная Ф. осуществляется на формовочном оборудовании, в том числе на автоматических линиях. О Ф. при специальных видах литья см.(смотри) в соответствующих статьях, например Литьё в оболочковые формы, Литьё по выплавляемым моделям. См. также ст. Литейное производство.
Лит.: Сосненко М. Н., Святкин Б. К., Общая технология литейного производства, М., 1975.