Приймальний статистичний контроль , сукупність статистичних методів контролю масової продукції з метою виявлення її відповідності заданим вимогам. П. с. до. — дієвий засіб забезпечення доброякісності масової продукції.
П. с. до. проводиться на основі системи (стандарту) правил контролю, приписуючих використання певного плану контролю залежно від кількості виробів в контрольованій партії, результатів контролю попередніх партій, трудомісткості контролю і т.д. Основним методом відбору виробів для контролю є випадковий вибір (без повернення), при якому вироби наугад відбираються для контролю, причому будь-який з можливих складів вибірки має однакову вірогідність. Інколи використовуються ін. методи вибору.
Якщо за результатами контролю виробу класифікуються на придатних і дефектних, то говорять, що контроль проводиться за альтернативною ознакою. У практиці П. с. до. широко використовуються одноступінчаті плани контролю за альтернативною ознакою, визначувані завданням числа n відбираних для контролю виробів ( n — об'єм вибірки) і т.з. приймального числа з , сенс якого в наступному: якщо d — число виявлених у вибірці дефектних виробів — більше з , то партія бракується, якщо ж d £ з, те приймається. Інколи вигідно використовувати двоступінчаті плани П. с. до. за альтернативною ознакою, визначувані об'ємами n 1 і n 2 першої і другої вибірок. Якщо d 1 — число дефектних виробів, виявлених в першій вибірці, — не більш c 1 , те партія приймається, якщо ж d 1 ³ r 1 ( r 1 > c 1 ), то бракується. У тих випадках, коли c 1 < d 1 < r 1 , береться друга вибірка, включаюча n 2 . виробів. Якщо ж загальне число d 1 + d 2 дефектних об'єктів, виявлених в першій і другій вибірках, не більш c 2 , те партія приймається, якщо ж d 1 + d 2 > c 2 , те бракується. В деяких випадках рекомендується використовувати багатоступінчасті плани контролю, послідовні плани (див. Послідовний аналіз ) і ін.
Для одних умов виробництва бракування партії спричиняє за собою суцільну перевірку всіх виробів партії з метою усунення з неї всіх дефектних виробів, для інших означає знищення виробів або їх використання в якості сировини для повторного виробництва (металеві вироби йдуть в переплавку) і т.д. При використанні П. с. до. рішення про приймання або бракування проводиться на основі контролю лише частини випадково відбираних виробів. Тому завжди є не рівна нулю вірогідність приймання партій, що містять дефектні вироби. Коли контроль виробів носить руйнівний характер (випробування на розрив і т.п.), П. с. до. є єдино можливим способом приймального контролю. Якщо при контролі властивості виробів не міняються, то в принципі можливий суцільний контроль. Ретельна вибіркова перевірка виробів може дати об'єктивніші результати, ніж неминуче менш ретельна (із-за збільшення об'єму роботи) суцільна перевірка.
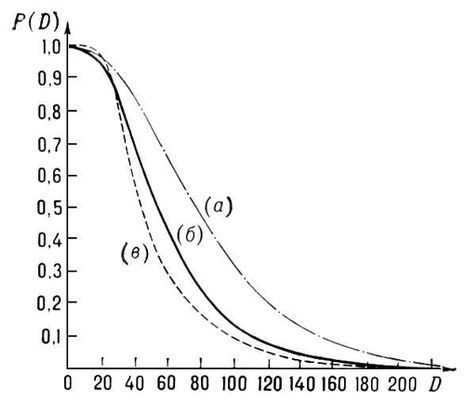
Якщо вироби відбираються для контролю на основі випадкового вибору, то можна обчислити оперативну характеристику плану контролю, рівну вірогідності P ( D ) приймання партії, що містить D дефектних виробів. На мал. показані оперативні характеристики одноступінчатого плану контролю для n = 35, з = 2 ( мал., а ), двоступінчатого плану для n 1 = 23, n 2 = 56, c 1 = 0, r 1 = 4, c 2 =3 ( мал., би ) і деякого послідовного плану ( мал., в ), для яких середнє число контрольованих виробів з врахуванням суцільної перевірки при рішенні про бракування приблизно однаково, коли контролюється партія з N = 1000 виробів, серед яких є n = 10 дефектних.
В стандартах П. с. до. вказується, яких типів планів доцільно використовувати для контролю масової продукції. Перехід від контролю з одноступінчатими планами до складнішим може зменшити вірогідність помилкового прийняття партій, що містять велике число дефектних об'єктів ( мал. ). Проте плани, відмінні від одноступінчатих, складніше як з точки зору їх реалізації, так і по методах здобуття на їх основі статистичних оцінок для рівня якості масової продукції.
Хай D — число дефектних виробів в партії, а d — число дефектних виробів, виявлених при вибірковому контролі. Максимальне значення q математичного чекання — долі дефектних виробів, що приймаються, — називається граничним середнім рівнем вихідної якості. Для одноступінчатого плану з об'ємом вибірки n і приймальним числом з при випадковому виборі виробів на контроль
,
де — вірогідність виявити d дефектних виробів у вибірці об'єму n з партії, що містить N виробів, Якщо n і D багато менше N, а з багато менше n, те приблизно q » r з /n, де, наприклад, r 0 = 0,37, r 1 = 85, r 2 = 1,40.
Для відбору планів контролю серії партій можна виходити з вартісних показників контролю. Витрати, пов'язані з проведенням П. с. до., представляють у вигляді суми витрат на контроль виробів, складових вибірку, і збитку від марного забракування придатних виробів. У суму витрат можна включати і збиток від прийнятих дефектних виробів.
В стандартах П. с. до. приводяться правила коректування, що визначають перехід від нормального ходу контролю до жорсткішому і назад. Наприклад, при бракуванні два з десяти останніх проконтрольованих партій в деяких стандартах рекомендується перехід до планів з меншими значеннями оперативної характеристики. Такий перехід може бути здійснений зменшенням значень приймальних чисел або збільшенням об'ємів вибірок.
На основі результатів контролю можна отримати т.з. подальші оцінки для числа пред'явлених і прийнятих дефектних виробів, а також для ін. показників ефективності П. с. до. Методи побудови подальших оцінок були дани А. Н. Колмогоровим .
Якщо в результаті контролю виробів вимірювана величина (розмір, вага і т.п.) набуває числових значень, то говорять, що контроль ведеться за кількісною ознакою. Виміряні значення кількісної ознаки містять більше інформації, чим дані лише про кількість дефектних виробів, що виявляються при П. с. до. за альтернативною ознакою. Можна чекати, що методи П. с. до. за кількісною ознакою будуть ефективніше за П. с. до. по альтернативній ознаці.
В 70-і рр. 20 ст розроблено основи теорії П. с. до. за кількісною ознакою в припущенні, що вимірювані значення — взаємно незалежні однаково розподілені випадкові величини, закони розподілу яких належать деякому сімейству, наприклад сімейству нормальних розподілів. Виконання цих припущень в конкретних умовах вимагає ретельної перевірки. Тому до виводів теорії П. с. до. по кількісній ознаці треба відноситися з обережністю.
Контроль за кількісною ознакою можна проілюструвати наступним прикладом. Допустимо, що придатність виробу визначається тим, що деякий розмір z не перевищує значення а. З партії випадково вибираються 4 вироби, для яких значення розмірів z рівні z 1 , z 2 , z 3 , z 4 . Партія приймається якщо а —, де = ( z 1 + z 2 + z 3 + z 4 ) /4, осоружному випадку — бракується.
Правила приймання за вибірковими даними використовуються давно. Питаннями теоретичного обгрунтування П. с. до. займався ще в 19 ст М. Ст Остроградський . Проте систематичне розвиток теорія П. с. до. отримала лише в 2-ій половині 20 ст
Літ.: Остроградський М. Ст, Полн. собр. тр., т. 3, До., 1961, с. 215—38; Колмогоров А. Н., Незміщені оцінки, «Ізв. АН(Академія наук) СРСР. Сірок. математична», 1950, т. 14 № 4; Коуден Д., Статистичні методи контролю якості, пер.(переведення) з англ.(англійський), М., 1961; Беляєв Ю. До., Приймальний контроль за альтернативною ознакою, ст 1—2, М., 1973; Dodge H. F., Rornig H. G., Sampling inspection tables, 2 ed., N. Y. — L., 1959: Hald A., The compound hypergeometric distribution and а system of singe sampling inspection plans based on prior distributions and costs, «Technometrics», 1960, v. 2 № 3.