Зварювальне устаткування, машини, апарати і пристосування, необхідні для виготовлення із заготовок зварних виробів. Комплекс технологічно зв'язаного між собою С. о. для виконання зварювальних робіт при тій або іншій участі зварювальника називається зварювальним постом, установкою, а при об'єднанні декількох постів або установок — лінією.
Існують пости і установки для дугової, контактної, газової, електроннопроменевої і інших способів зварки . До С. о. відносять: зварювальні апарати і машини з джерелами живлення і пристроями для виконання власне процесу зварки; технологічні пристосування для здійснення швидкої збірки деталей під зварку, утримування їх під час роботи і запобігання або зменшення викривлення зварюваного виробу; допоміжне устаткування для переміщення виробів в процесі виконання зварки кріплення і переміщення зварювальних апаратів; інструмент зварювальника. Крім того, при зварці використовують різні транспортні засоби, прилади для контролю якості зварного з'єднання і т. п. Технічна характеристика С. о. визначається вибраним способом зварки, характером виробництва і мірою механізації процесу (ручна, напівавтоматична або автоматична зварка).
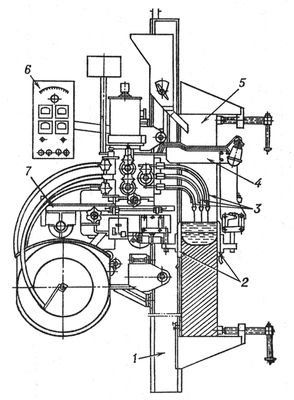
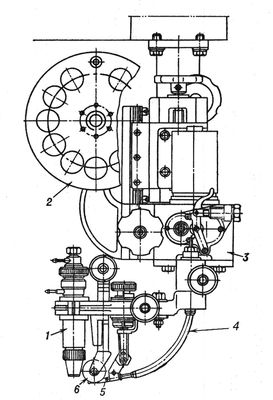
Зварювальний пост — ділянка виробничої площі, на якій розміщені джерело струму, токопровод, необхідні технологічні пристосування і інструменти зварювальника. Для захисту тих, що оточують від випромінювання ділянку обгороджений шторами або щитами. В умовах сучасного виробництва широко поширені автоматизовані установки ( ріс.1 ). Такі стаціонарні пости розміщують в цеху. У польових умовах, для зварки великогабаритних виробів, на будівництві, при виконанні ремонтних робіт і т. п. організовують пересувні пости.
Зварювальні апарати і машини. У зварювальні пости і установки входять джерела живлення і апарати для регулювання горіння зварювальної дуги в процесі зварки. Для виконання зварки застосовують джерела живлення, які мають зручне, плавне або ступінчасте регулювання і задовольняють загальним вимогам для електричних машин і апаратів. При електрозварюванню використовують зварювальні трансформатори, генератори і випрямлячі; при газополум'яній обробці — газові генератори. Розрізняють джерела живлення одно- і багатопостові, стаціонарні (тривала безперервна робота) і малогабаритні переносні (нетривала робота).
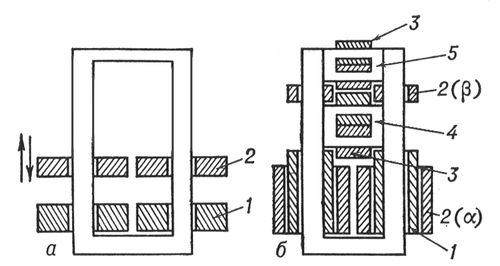
Зварювальний трансформатор служить для узгодження параметрів зварювального і живлячого ланцюгів, а також виконує функції регулювальника. При дуговій зварці застосовують механічні і електричні способи регулювання напруги. При механічному регулюванні ( мал. 2, а ) змінюють, наприклад, відстань між первинними і вторинними обмоткамі. Електричне регулювання ( мал. 2, би ) здійснюють зміною струмів управління в додаткових обмотках, розташованих на верхньому і середньому ярмі трансформатора. При цьому вторинна обмотка розділена на дві частини (а і b), одна з яких (b) розташована у верхньому вікні трансформатора. При одному і тому ж коефіцієнті трансформації такий трансформатор може мати різні значення напруги холостого ходу, що необхідне при налаштуванні режиму зварки. Для контактного електрозварювання застосовують зварювальні трансформатори з мінімальним опором короткого замикання. Їх вторинна обмотка має зазвичай 1 або 2 витки. Зміна вторинної напруги досягається перемиканням частини витків первинної обмотки.
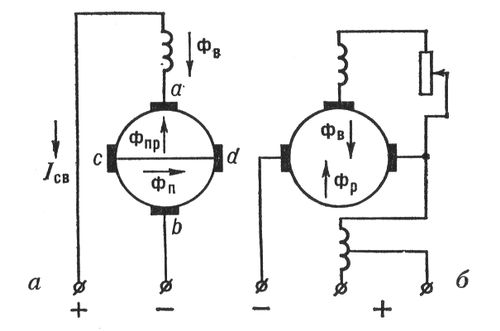
Зварювальний генератор — спеціальна електрична машина постійного струму або струму підвищеної частоти. Застосовують одинпостові генератори — універсальні або з падаючою зовнішньою характеристикою, яка забезпечує стійке горіння зварювальної дуги. У зварювальній техніці використовують генератори: поперечного поля, з розщепленими полюсами, з розмагнічуючою послідовною обмоткою. В зварювального генератора поперечного поля ( мал. 3, а ) короткозамкнута обмотка cd якоря створює поперечний магнітний потік Ф п . Падаюча характеристика утворюється в результаті дії подовжнього розмагнічуючого потоку якоря Ф пр . В генератора з розмагнічуючою послідовною обмоткою ( мал. 3, би ) зовнішня характеристика формується взаємодією магнітних потоків Ф р (розмагнічуючої послідовної обмотки) і Ф в (паралельної обмотки, що намагнічує). Напруга на обмотку, що намагнічує, подається від третьої щітки або від самостійного джерела живлення (при т.з. незалежному збудженні).
Зварювальний випрямляч — перетворювач змінної напруги живлячої мережі в постійне, що має падаючу, жорстку або регульовану зовнішню характеристику. Випрямляч складається з трансформатора, блоку, напівпровідникових вентилів, системи автоматичного управління, дроселя електричного, комутаційної апаратури. Регулювання перетворювачів здійснюється трансформаторами або керованими вентилями.
Газовий генератор — апарат для здобуття горючих газів. Частіше в газових генераторах виробляють ацетилен з карбіду кальцію шляхом взаємодії його з водою (див. Генератор ацетиленовий ).
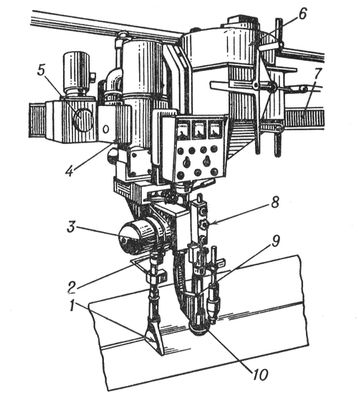
Зварювальний автомат для дугової зварки — комплекс механізмів і приладів ( мал. 4 ), за допомогою яких здійснюється механізація процесу виконання зварного з'єднання: подача електродного дроту, запалення зварювальної дуги, підтримка заданого режиму зварки і припинення процесу. У таких установках використовують голівки з незалежною швидкістю подачі дроту, в яких підтримка дугового процесу заснована на саморегулюванні дуги, і з автоматичним регулюванням швидкості подачі дроту залежно від напруги дуги. Замість складних установок для автоматичної зварки часто застосовують зварювальні трактори — переносні самохідні автомати. Існують зварювальні автомати і самостійні підвісні голівки, що здійснюють електрозварювання одним або декількома електродами. Електроди можуть бути підключені до загального джерела живлення або до самостійних джерел. Застосовуються також апарати для зварки неплавким вугільним або вольфрамовим електродами ( мал. 5 ).
Зварювальний напівавтомат, або шланговий напівавтомат, — апарат для дугової зварки, в якому механізована подача електродного дроту, а переміщення пальника уздовж зварюваних кромок здійснюється уручну. Є напівавтомати для зварки неплавким електродом з механізованою подачею присадного дроту, який проштовхується через гнучкий направляючий шланг або подається з котушки механізмом, вбудованим в пальник. Зварювальними напівавтоматами здійснюють зварку в захисних газах, зварку відкритої дугою і зварку під флюсом . Механізм подачі дроту і пальник, що знаходиться в руці зварювальника, сполучені між собою гнучким шлангом (направляючим каналом), після якого у в зону горіння дуги подається електродний дріт і підводяться зварювальний струм, флюс і захисний газ.(газета) Частина зварювального апарату (автомата, напівавтомата), що забезпечує підведення електричного струму до електроду і газу в зону дуги, або пристрій, вживаний при газовій зварці для регулювання зварювального полум'я, називається зварювальним пальником .
Автомат для електрошлакової зварки ( мал. 6 ) конструктивно відрізняється від автоматів для дугової зварки, т. до. при цьому вигляді зварки зварювані кромки займають вертикальне положення. Існують автомати, що переміщаються по рейці або безпосередньо по кромках зварюваної деталі. Окрім самохідного механізму для вертикального руху, автомат забезпечений двома повзунами, призначеними для утримання зварювальної ванни і формування шва, і механізмом вагання електродів уздовж дзеркала ванни.
Технологічні пристосування, використовувані зварювальником, служать для збірки деталей під зварку і фіксації їх; для зварки заздалегідь зібраних деталей; для поєднання операції збірки і зварки. Залежно від характеру виробництва пристосування виготовляють універсальними або спеціалізованими (для певних виробів). Одну деталь до іншої притискують гвинтовими, важелями, ексцентриковими, магнітними і ін. затисками. Їх використовують для з'єднання окремих деталей (переносні затиски) і для оснащення зварювальних стендів. Для фіксації зварюваних деталей інколи використовують прихвати, що приєднуються до зварюваних деталей тимчасовими короткими швами. Для зближення або розведення зварюваних кромок або фіксації їх положення служать стягування, розпірки і домкрати. Збірку і зварку виробів здійснюють на універсальних і спеціалізованих стендах. Фіксатори (упори, пальці, штирі, шаблони) служать для визначення положення зварюваних деталей відносно всього пристосування. До технологічного оснащення стендів відносяться також флюсоудержівающие пристрої, подушки флюсів і газових, пристрою для примусового формування шва і ін.
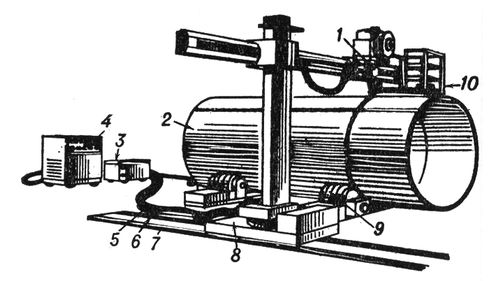
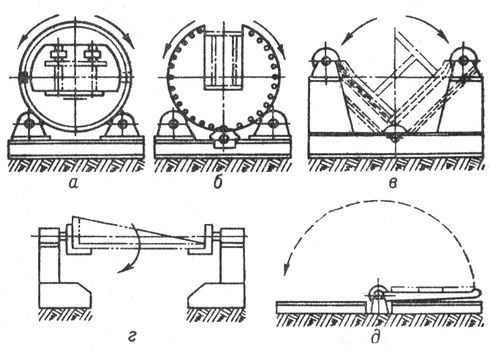
Допоміжне устаткування зварювальних установок. Зварювальні установки компонуються з елементів, призначених для розташування виробу в найбільш зручному для зварки положенні, для повороту його під час роботи і обслуговування зони зварки, а також для кріплення і переміщення зварювальних апаратів. З метою установки виробів в зручному для роботи положенні застосовують роликові, цевочниє, ланцюгові, цапфовиє, кантувальники важелів ( мал. 7 ). Поворот зварюваного виробу довкола осі здійснюють обертачами з вертикальною, похилою або горизонтальною осями обертання. Вироби закріплюються і повертаються за допомогою планшайби або повідця (центрові обертачі) або роликами (роликові). При зварці циліндрових виробів часто застосовують роликові стенди-обертачі ( див. мал.(малюнок) 1 ) зазвичай з обгумованими пріводнимі роликами. Для обертання виробу в процесі зварки довкола осі, що займає різні положення в просторі, служать настановні і зварювальні маніпулятори. Для кріплення і переміщення зварювальних автоматів і напівавтоматів, підвіски апарату над рухливим зварюваним виробом або переміщення апарату уздовж шва або від шва до шва застосовують різні пристрої, наприклад балку з платформою, рейкові дороги, спеціальні вантажозахватні пристосування.
Інструмент зварювальника: електротримачі для зварки штучними електродами, пальники, зачистной інструмент (молотки-шлаковіддільники, пневмомолотки, дротяні щітки, шліфувальні машини і ін.), прігоночний інструмент для підгонки деталей, що сполучаються; інструмент для переміщення і кантівки гарячих деталей; інструмент для наладки зварювального і технологічного устаткування; вимірник інструмент (штангенін-струмент, мікрометричний і ін.). Відомості про устаткування для спеціальних способів зварки (контактною, ультразвуковою, дифузійною і ін.) див.(дивися) в статтях про ці способи зварки.
Літ.: Зварювальне устаткування. Каталог-довідник, ч. 1—3, До., 1968—72; Гитльовіч А. Д., Етінгоф Л. А., Механізація і автоматизація зварювального виробництва, М., 1972; Бельфор М. Р., Патон Ст Е., Устаткування для дугової і шлакової зварки і наплавлення, М., 1974; Севбо П. І., Комплексна механізація і автоматизація зварювального виробництва, До., 1974; Чвертко А. І., Тімченко Ст А., Установки і верстати для зварки електродуги і наплавлення, До., 1974.