Контактне електрозварювання, спосіб зварки металів, при якому деталі нагріваються проходящим в місці контакту електричним струмом і здавлюються (осаджуються). Залежно від методу нагріву розрізняють До. е. опором і оплавленням. При До. е. опором з'єднання утворюється в результаті плавлення, щільного стискування деталей і кристалізації металу у вигляді литого ядра. При До. е. оплавленням деталі лише стикаються, але завдяки великій щільність струму в місцях контакту деталей метал швидко нагрівається, перетворюється на рідкі перемички, які розтікаються, утворюючи на поверхні тонкий шар рідкого металу. При осадженні метал, що знаходиться в пластичному стані, віддаляється, зварне з'єднання утворюється по всій плоскості торкання.
До. е. здійснюють на контактних зварювальних машинах. Зварювальний трансформатор машини знижує напруга мережі до 1—15 ст Для стискування деталей і підведення струму силоміць 1—200 но служать електроди із сплавів міді. Потужність машин 0,5—500 ква. Зусилля стискування 0,01—100 кн (1—10000 кгс ) створюється пневмогидропріводом або пружинним для важеля механізмом. Струм тривалістю від 0,01 до 10 сік включається контакторами з електронним управлінням. Випускають стаціонарні, пересувні і підвісні контактні машини, універсальні і спеціалізовані.
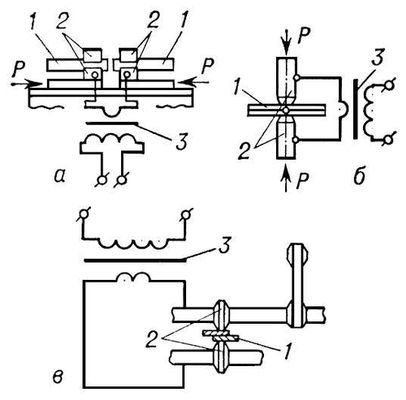
По вигляду зварного з'єднання розрізняють До. е.: точкову, рельєфну (різновид точкової), шовну (роликову) і стикову. Найбільш поширена точкова зварка ( мал., би ) , що дозволяє здійснювати до 600 з'єднань в 1 мін; застосовується як для з'єднання якнайтонших деталей (до 0,02 мкм ) електронних приладів, так і для зварки сталевих конструкцій з листів завтовшки до 20 мм в автомобіле-, літако- і суднобудуванні, в з.-х.(сільськогосподарський) машинобудуванні і ін. галузях. Рельєфною зваркою сполучають деталі по заздалегідь утворених на них виступах. Одночасно можна виробляти зварку в крапках або отримувати безперервний шов по кільцевому рельєфу. При шовній зварці утворюється безперервний щільний шов, в якому зварні крапки частково перекривають одна іншу. Електродами служать ролики, що обертаються електроприводом, здійснюють не лише стискування деталей, але і підведення струму і переміщення виробу. Шовну зварку застосовують при виготовленні баків для бензину, труб, судин, що працюють під тиском, і ін. виробів. Стикову зварку застосовують для з'єднання проволікав, стрижнів, смуг, а також деталей з різнорідних металів; для з'єднання рейок і газопровідних труб, коліс автомобілів і різних деталей складного профілю з високоміцних сталей і алюмінієвих сплавів. Вживання стикової До. е. забезпечує безперервність багатьох процесів, наприклад прокату металу. Зварювані перетини 10—100000 мм 2 .
До. е. — високопродуктивний, такий, що легко автоматизується процес з'єднання металів, ефективний в масовому і великосерійному виробництві.
Літ.: Хренов До. До., Зварка, різання і паяння металів, 4 видавництва, М., 1973